Введение, Определение разворота плоскости обработки, Введение определение разворота плоскости обработки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) ISO programming
Страница 466: Смотри „компенсация наклонного
466
Ручное управление и наладка
14.7
Ко
мпенс
ация
нак
л
онног
о
по
л
о
ж
е
ния
за
го
то
в
ки
с
по
м
о
щью
тре
х
мерног
о
из
мерительног
о
щупа
14.7 Компенсация наклонного
положения заготовки с
помощью трехмерного
измерительного щупа
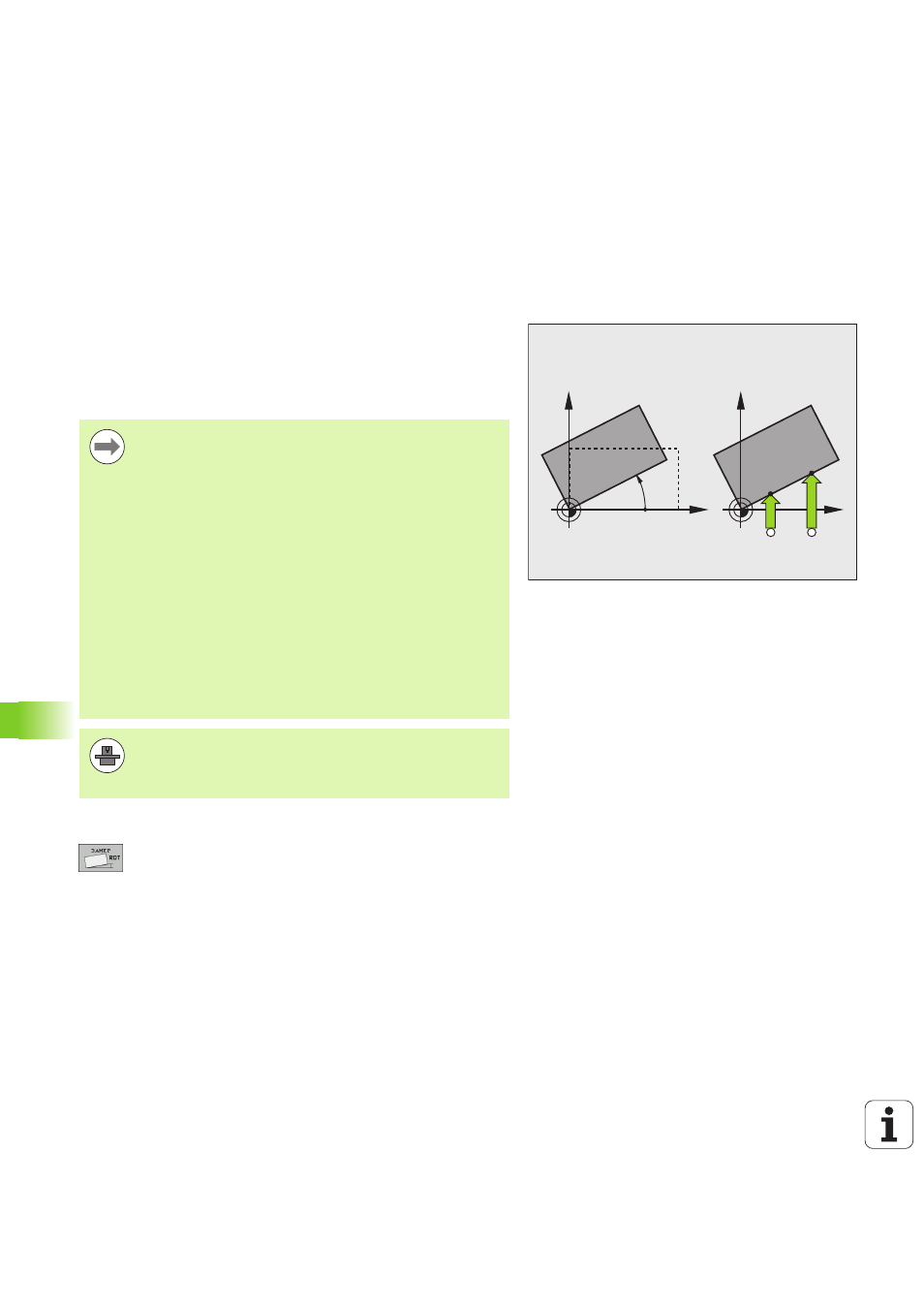
Введение
Наклонное закрепление заготовки ЧПУ на основе расчета
компенсирует с помощью "разворота плоскости обрабоки".
Для этого ЧПУ назначает в качестве угла разворота угол,
образуемый поверхностью заготовки и опорной осью угла
плоскости обработки. См. илл. справа.
Определение разворота плоскости обработки
U
Выбор функции ощупывания: нажмите Softkey
ОЩУПЫВАНИЕ ROT
U
Позиционируйте измерительный щуп вблизи
первой точки ощупывания
U
Выберите направление ощупывания,
перпендикулярное опорной оси угла: выберите ось
и направление с помощью Softkey
U
Ощупывание: нажмите внешнюю клавишу СТАРТ
U
Позиционируйте измерительный щуп вблизи
второй точки ощупывания
U
Ощупывание: нажмите внешнюю клавишу СТАРТ.
Система ЧПУ определит разворот плоскости
обработки и отобразит угол за диалогом Угол
разворота =
X
Y
PA
X
Y
A
B
Всегда выбирайте направление ощупывания
наклонного положения заготовки, перпендикулярное
опорной оси уга.
Для правильного расчета разворота плоскости
обработки при выполнении программы следует
программировать бе координаты плоскости обработки
в первом кадре перемещения.
Разворот плоскости обработки также можно
использовать в комбинации с PLANE-функцией; в
таком случае следует начала активировать разворот
плоскости обработки, а затем PLANE-функцию.
Если оператор изменяет разворот плоскости
обработки, ЧПУ при выходе из меню выдаст запрос о
том, намерен ли оператор сохранить измененный
разворот плоскости обработки в соответствующей
активной строке таблицы предустановок. В таком
случае подтвердите выбор нажатием клавиши ENT.
ЧПУ может также выполнить истинную, трехмерную
компенсацию зажима, если станок подготовлен к
этому. При небходимости обратитесь к производителю
станков.