Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05) ISO programming
Страница 404
404
Программирование: многоосевая обработка
12.4
Д
о
по
лнительные
ф
у
нкции
для
ос
е
й
враще
н
ия
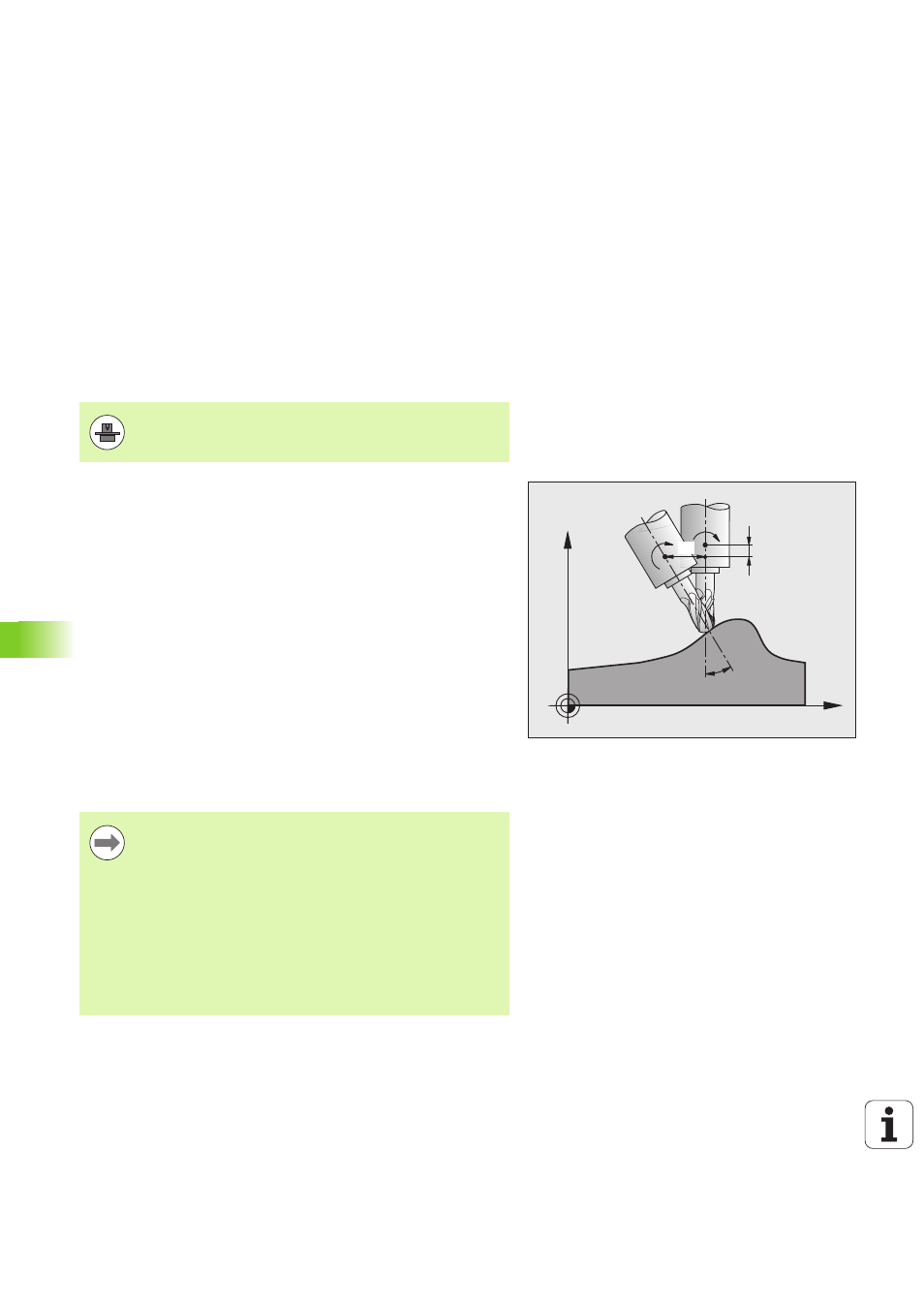
Автоматическая коррекция геометрии станка при
работе с осями поворота: М114 (ПО-опция 2)
Стандартная процедура работы
ЧПУ перемещает инструмент на установленные в программе
обработки позиции. Если в программе изменяется положение
одной из осей поворота, то постпроцессор должен рассчитать
возникшее в связи с этим смещение по линйным осям и
произвести перемещение в кадре позиционирования. Так как в
этом случае геометрия станка тоже имеет значение, для каждого
станка должна рассчитываться отдельная NC-программа.
Процедура работы с M114
Если в программе меняется положение управляемой оси
поворота, ЧПУ автоматически компенсирует смещение
интрумента с помощью трехмерной поправки на длину. Так как
геометрия станка сохраняется в параметрах станка, ЧПУ также
автоматически компенсирует смещения для заданного станка.
Программы должны рассчитываться постпроцессором только
один раз, даже если они отрабатываются на разных станках с
ЧПУ.
Если у используемого станка отсутствуют оси поворота (поворот
головки осуществляется вручную, головка позиционируется с
помощью PLC), можно вслед за M114 ввести действительное
положение поворотной головки (например, M114 B+45, Q-
параметры допускаются).
Поправка на радиус инструмента должна учитываться CAD-
системой или постпроцессором. Запрограммированная пправка
на радиус RL/RR приводит к появлению сообщения об ошибке.
Если ЧПУ производит поправку на длину инструмента,
запрограммированная подача относится к вершине инструента, в
прочих случаях - к точке привязки инструмента.
Геометрия станка должна быть определена
производителем станков в описании кинематики.
X
Y
dB
dz
dx
B
B
Если ваш станок оснащен управляемой поворотной
головкой, можно прерывать выполнение программы и
изменять положение оси поворота (например, с
помощью маховичка).
С помощью функции ПОИСК КАДРА N можно затем
продолжить программу обработки с места
прерывания. ЧПУ автоматчески учитывает новое
положение оси поворота, если функция M114 активна.
Чтобы изменить положение оси поворота с помощью
маховичка во время выполнения программы,
используйте M118 в комбинации с M128.