2 определить ав то м а тиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 74
74
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.2
Определить
ав
то
м
а
тиче
ски
опорные
то
ч
ки
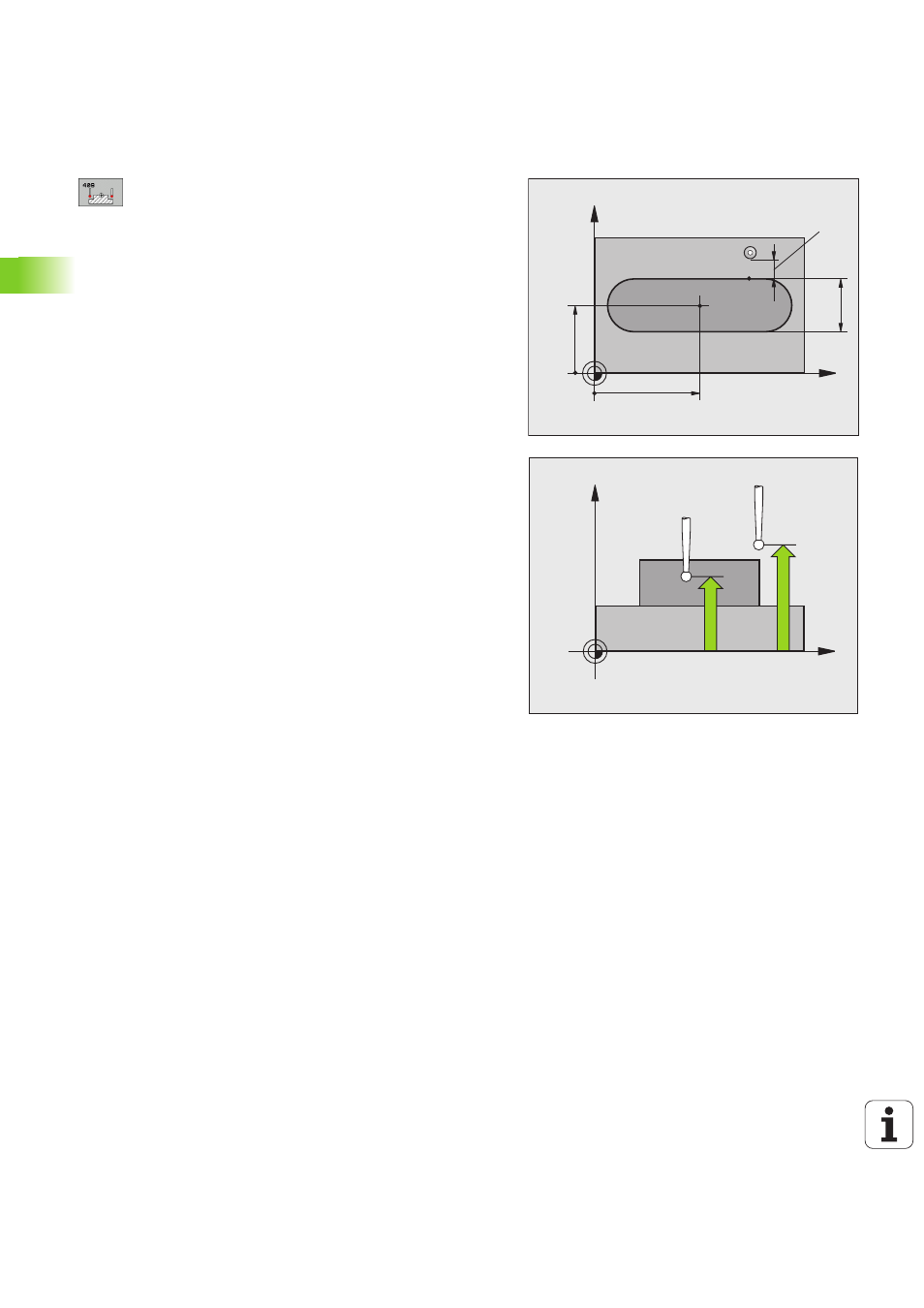
Центр 1-ой оси Q321 (абсолютный): центр прутка
на главной оси плоскости обработки
Центр 2-ой оси Q322 (абсолютный): центр прутка
на вспомогательной оси плоскости обработки
Ширина прутка Q311 (инкрементно): ширина
прутка независимо от положения на плоскости
обработки
Ось измерения (1=1.ось/2=2.ось) Q272: ось, на
которой выполняется измерение:
1: главная ось = ось измерения
2: вспомогательная ось = ось измерения
Высота измерения на оси щупа Q261
(абсолютная): координата центра наконечника
(=точка соприкосновения) на оси щупа, на которой
должно производиться измерение
Безопасное расстояние Q320 (в прирощениях):
дополнительное расстояние между точкой
измерения и наконечником щупа. Q320 действует
аддитивно по отношению к MP6140
Безопасная высота Q260 (абсолютная):
координата на оси щупа, на которой не может
произойти столкновение между щупом и
обрабатываемой деталью (зажимным
приспособлением)
Номер в таблице Q305: указать номер в таблицы
нулевых точек/таблицы предустановок, под
котором УЧПУ должно сохранить координаты
центра прутка в памяти. При вводе Q305=0, УЧПУ
так устанавливает автоматически индикацию, что
новая опорная точка лежит в центре канавки
Новая опорная точка Q405 (aбсолютная):
координата на оси измерения, на которой TNC
должно установить центр прутка. Базовая
настройка = 0
X
Y
Q322
Q321
Q31
1
MP6140
+
Q320
X
Z
Q261
Q260