3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 146
146
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
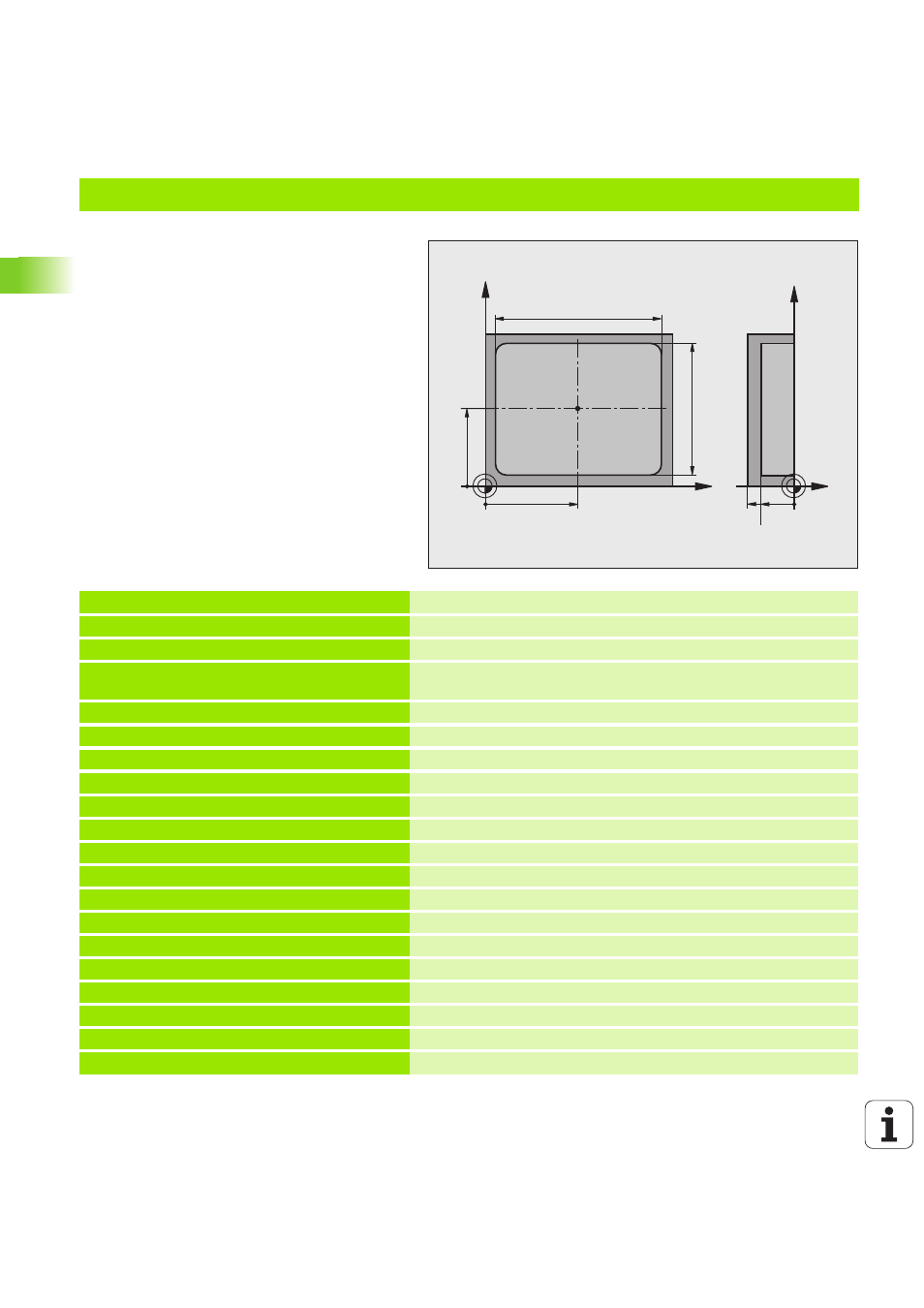
Пример: замер прямоугольного кармана, ввод результатов измерения в протокол
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Вызов инструмента щуп
2 L Z+100 R0 FMA
Перемещение щупа
3 TCH PROBE 423
ИЗМЕР.ПРЯМОУГОЛЬНИКА ВНУТРИ
Q273=+50 ;ЦЕНТР 1-ОЙ ОСИ
Q274=+40 ;ЦЕНТР 2-ОЙ ОСИ
Q282=90
;1-Я ДЛИНА СТОРОНЫ
Заданная длина в X
Q283=70
;2-Я ДЛИНА СТОРОНЫ
Заданная длина в Y
Q261=-5
;ВЫСОТА ЗАМЕРА
Q320=0
;БЕЗОПАСН.РАССТОЯНИЕ
Q260=+20 ;БЕЗОПАСНАЯ ВЫСОТА
Q301=0
;ПЕРЕХОД НА БЕЗ.ВЫСОТУ
Q284=90.15 ;МАКС.РАЗМЕР 1-ОЙ СТОРОНЫ
Максимальный размер в X
Q285=89.95 ;МИН.РАЗМЕР 1-ОЙ СТОРОНЫ
Наименьший размер по X
Q286=70.1 ;МАКС.РАЗМЕР 2-ОЙ СТОРОНЫ
Максимальный размер в Y
Q287=69.9 ;МИН.РАЗМЕР 2-ОЙ СТОРОНЫ
Наименьший размер по Y
Q279=0.15 ;ДОПУСК 1. ЦЕНТРА
Разрешаемое отклонение в X
Q280=0.1 ;ДОПУСК 2-О ЦЕНТРА
Разрешаемое отклонение в Y
Q281=1
;ПРОТОКОЛ ИЗМЕРЕНИЯ
Выдача протокола измерения в файл
Q309=0
;ПГМ-СТОП ЕСЛИ ОШИБКА
При превышении допуска не высвечивать сообщения об ошибках
X
Y
50
40
70
90
Z
Y
-15
-20