3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 138
138
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
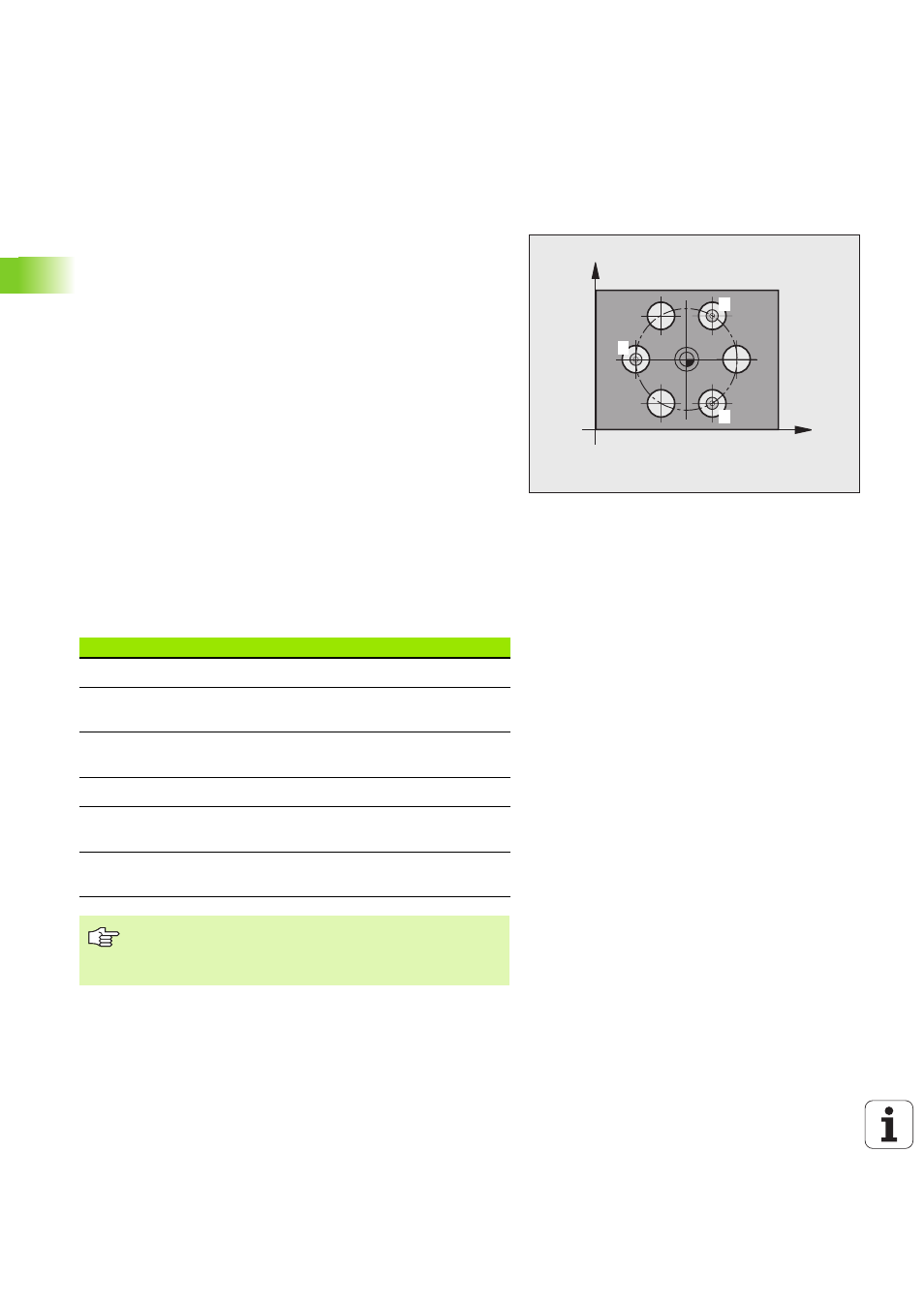
ИЗМЕРЕНИЕ ОКРУЖНОСТЬ ИЗ ОТВЕРСТИЙ
(цикл щупа 430, DIN/ISO: G430)
Цикл зонда 430 определяет центр и диаметр окружности
отверстий путем замера трех отверстий. Если дефинируете
соответственные значения допуска в цикле, то УЧПУ
осуществляет сравнение заданное-фактическое и записывает это
отклонение в системных параметрах.
1 TNC позиционирует щуп на ускоренном ходе (значение из
MP6150 или MP6361) и с помощью логики позиционирования
(смотри \‘Отработка циклов измерительного щупа\’ на
странице 26) на записанный центр первого отверстия
1
2 Затем щуп перемещается на записанную высоту измренеия и
определяет путем выполнения ощупывания в четыре раза
первый центр отверстия
3 Затем щуп возвращается на безопасную высоту и
позиционирует на введенный центр второго отверстия
2
4 TNC перемещает щуп на записанную высоту измерения и
определяет путем ощупывания второй центр отверстия
5 Затем щуп возвращается на безопасную высоту и
позиционирует на введенный центр третьего отверстия
3
6 TNC перемещает щуп на записанную высоту измерения и
определяет путем ощупывания третий центр отверстия
7 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и записывает фактические значения а также
отклонения в следующих параметрах Q:
X
Y
1
2
3
Номер параметра
Значение
Q151
Факт-значение центр главная ось
Q152
Факт-значение центр
вспомогательная ось
Q153
Факт-значение диаметр окружности
тверстий
Q161
Отклонение центр главная ось
Q162
Отклонение центр вспомогательная
ось
Q163
Отклонение диаметр окружности
отверстий
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.