Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 62
62
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.1
Ав
то
м
атиче
ск
ое
определ
ение
крив
ог
о
по
л
о
ж
е
ния
де
тали
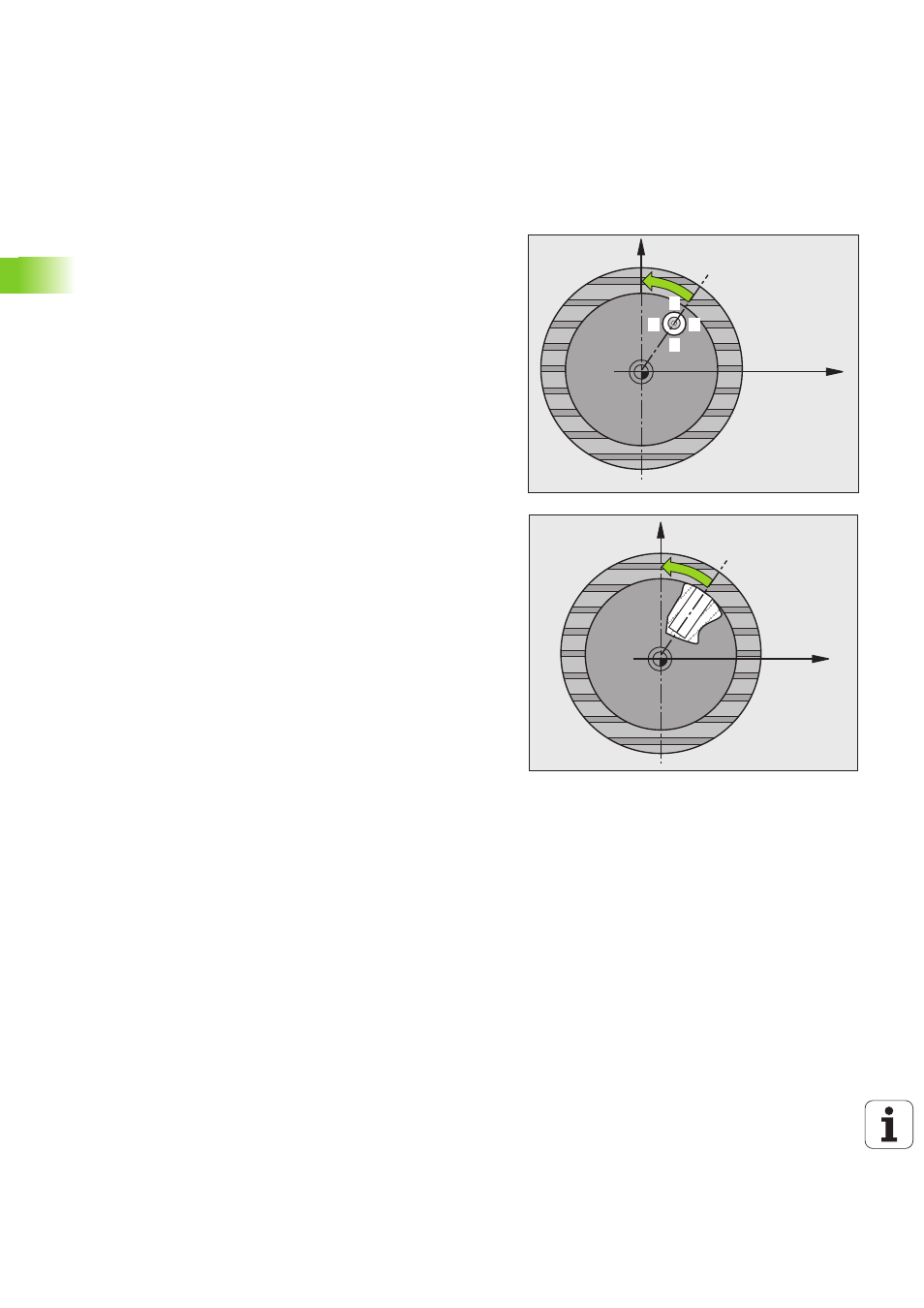
Выверка наклонного положения детали через
ось С (цикл щупа 405, DIN/ISO: G405)
С помощью цикла зонда 405 определяете
смещение угла между положительной осью Y активной системы
координат и средней линию отверстия или
сдвиг угла между заданной позицией и актуальным положением
центра отверстия
Определенный сдвиг угла УЧПУ компенсирует путем вращения
оси С. Деталь зажимается любым образом на столе, однако
координата Y отверстия должна быть положительной. Если
измеряете сдвиг угла отверстия с помощью оси зонда Y
(горизонтальное положение отверстия), то иногда требуется,
несколько раз отработать цикл, так как из-за стратегии измерения
возникает неточность порядка 1% кривого положения.
1 TNC позиционирует щуп на ускоренном ходе (значение из
MP6150 или MP6361) и с помощью логики позиционирования
(смотри \‘Отработка циклов измерительного щупа\’ на
странице 26) к точке ощупывания
1
. УЧПУ расчитывает точки
контактирования из данных в цикле и на основании
безопасного расстояния из MP6140
2 Затем щуп перемещается на заданную высоту измерения и
производит первую операцию ощупывания с подачей
ощупывания (MP6120 или MP6360). УЧПУ определяет
направление контактирования автоматически в зависимости
от программированного угла старта
3 Потом щуп перемещается круговым движением либо на
высоту замера либо на безопасную высоту, к следующей точке
ощупывания
2
и выполняет там второе ощупывание
4 TNC позиционирует щуп к точке ощупывания
3
и затем к точке
ощупывания
4
и выполняет там третий а также четвертый ход
ощупывания и позиционирует щуп на установленный центр
отверстия
5 На конец УЧПУ позиционирует зонд обратно на безопасную
высоту и выверяет деталь путем вращения стола. УЧПУ так
поворочивает столом, что центр отверстия после
компенсирования – как в случае вертикальной так и в случае
горизонтальной оси зонда – лежит в направлении
положительной оси Y или на заданной позиции центра
отверстия. Измеренное смещение угла находится в
распоряжении дополнительно в параметре Q150
X
Y
1
2
4
3
X
Y