Смотри „измерение, Странице 122), 3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 122
122
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
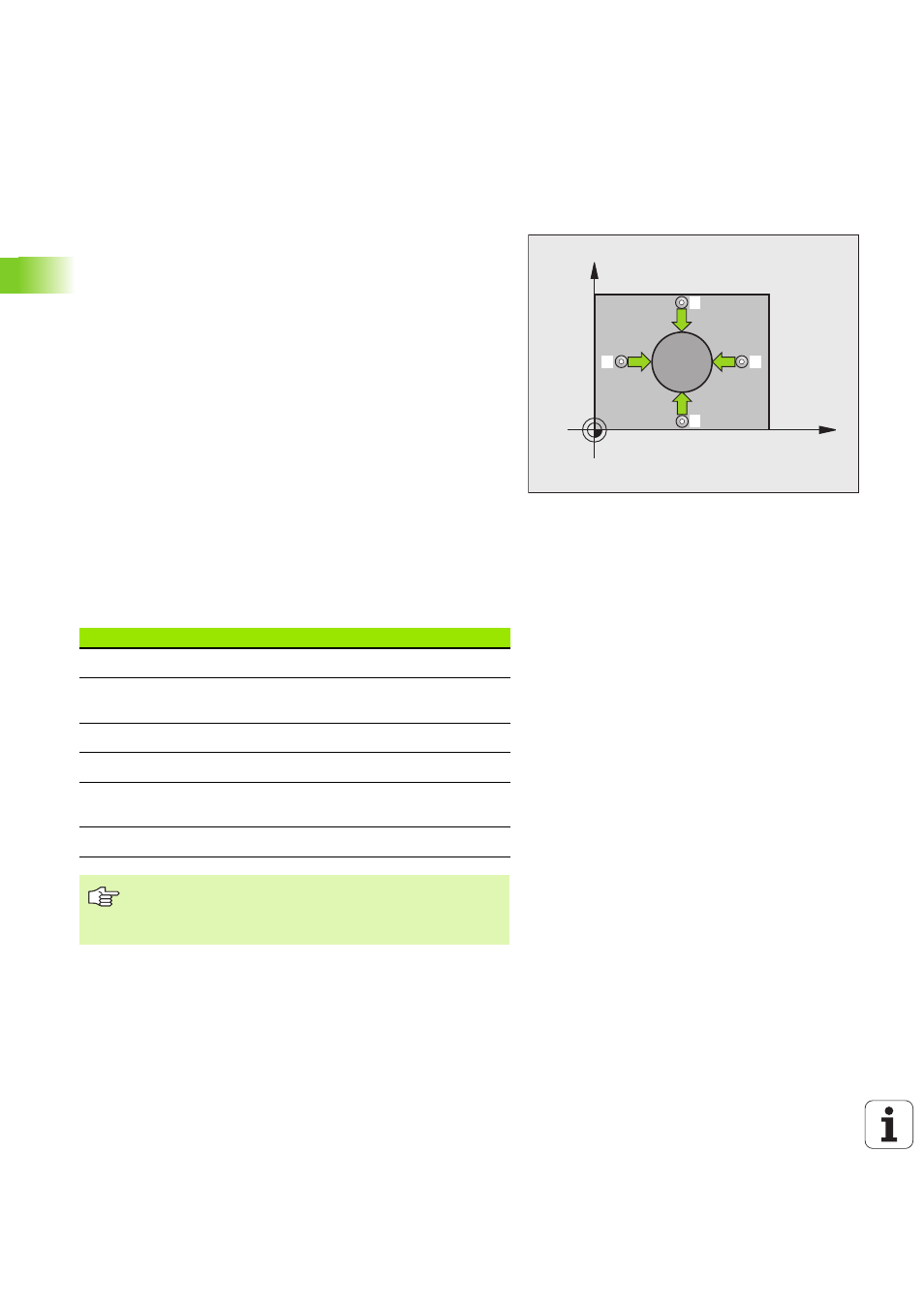
ИЗМЕРЕНИЕ ОКРУЖНОСТЬ НАРУЖИЕ
(цикл щупа 422, DIN/ISO: G422)
Цикл зонда 422 определяет центр и диаметр круговой цапфы.
Если дефинируете соответственные значения допуска в цикле, то
УЧПУ осуществляет сравнение заданное-фактическое и
записывает это отклонение в системных параметрах.
1 TNC позиционирует щуп на ускоренном ходе (значение из
MP6150 или MP6361) и с помощью логики позиционирования
(смотри \‘Отработка циклов измерительного щупа\’ на
странице 26) к точке ощупывания
1
. УЧПУ расчитывает точки
контактирования из данных в цикле и на основании
безопасного расстояния из MP6140
2 Затем щуп перемещается на заданную высоту измерения и
производит первую операцию ощупывания с подачей
ощупывания (MP6120 или MP6360). УЧПУ определяет
направление контактирования автоматически в зависимости
от программированного угла старта
3 Потом щуп перемещается круговым движением либо на
высоту замера либо на безопасную высоту, к следующей точке
ощупывания
2
и выполняет там второе ощупывание
4 TNC позиционирует щуп к точке ощупывания
3
а затем к точке
ощупывания
4
и выполняет там следующее ощупывание
5 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и записывает фактические значения а также
отклонения в следующих параметрах Q:
X
Y
1
2
3
4
Номер параметра
Значение
Q151
Факт-значение центр главная ось
Q152
Факт-значение центр
вспомогательная ось
Q153
Факт-значение диаметр
Q161
Отклонение центр главная ось
Q162
Отклонение центр вспомогательная
ось
Q163
Отклонение диаметр
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.