3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 133
HEIDENHAIN iTNC 530
133
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
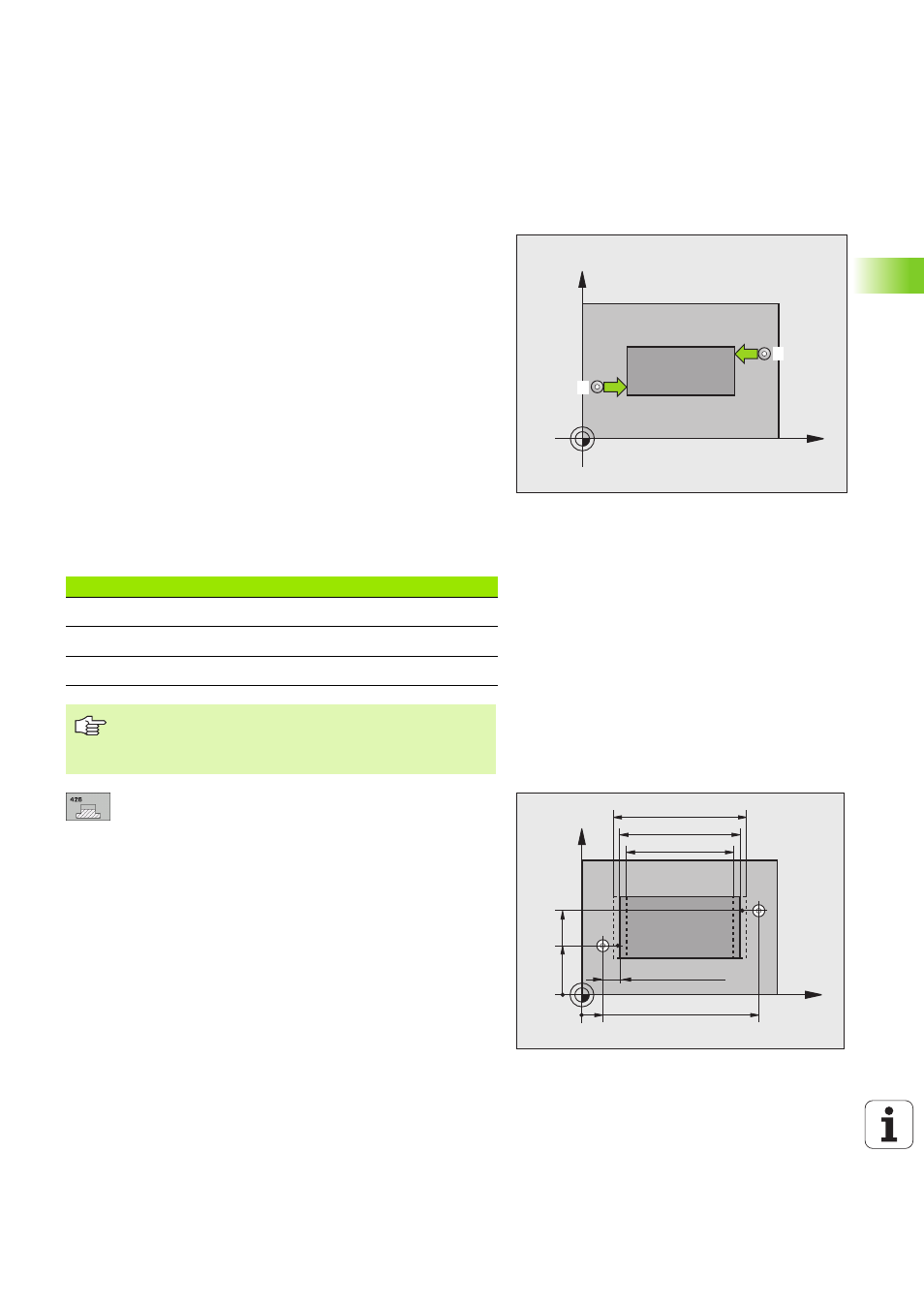
ИЗМЕРЕНИЕ ПРУТКА НАРУЖИЕ
(цикл щупа 426, DIN/ISO: G426)
Цикл 426 опрееляет длину и ширину прутка. Если дефинируете
соответственные значения допуска в цикле, то УЧПУ
осуществляет сравнение заданное-фактическое и записывает это
отклонение в системных параметрах.
1 TNC позиционирует щуп на ускоренном ходе (значение из
MP6150 или MP6361) и с помощью логики позиционирования
(смотри \‘Отработка циклов измерительного щупа\’ на
странице 26) к точке ощупывания
1
. УЧПУ расчитывает точки
контактирования из данных в цикле и на основании
безопасного расстояния из MP6140
2 Затем щуп перемещается на заданную высоту измерения и
производит первую операцию ощупывания с подачей
ощупывания (MP6120 или MP6360). 1. Зондирование всегда в
отрицательном направлении программированной оси
3 Потом щуп перемещается на безопасную высоту к следующей
точке ощупывания и осуществляет вторую операцию
ощупывания
4 Затем УЧПУ позиционирует щуп обратно на безопасную
высоту и сохраняет фактические значения а также отклонения
в следующих параметрах Q:
1-ая точка измерения 1-ой оси Q263
(абсолютная): координата первой точки
ощупывания на главной оси плоскости обработки
1-ая точка измерения 2-ой оси Q264
(абсолютная): координата первой точки
ощупывания на вспомогательной оси плоскости
обработки
2-ая точка измерения 1-ой оси Q265
(абсолютная): координата второй точки
ощупывания на главной оси плоскости обработки
2-ая точка измерения 2-ой оси Q266
(абсолютная): координата второй точки
ощупывания на вспомогательной оси плоскости
обработки
X
Y
1
2
Номер параметра
Значение
Q156
Факт-значение измеренная длина
Q157
Факт-значение положение средняя ось
Q166
Отклонение измеренной длины
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.
MP6140 + Q320
Q264
Q265
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q266
Q263