Смотри „опорная точка центр прутка (цикл, 2 определить ав то м а тиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 73
HEIDENHAIN iTNC 530
73
3.2
Определить
ав
то
м
а
тиче
ски
опорные
то
ч
ки
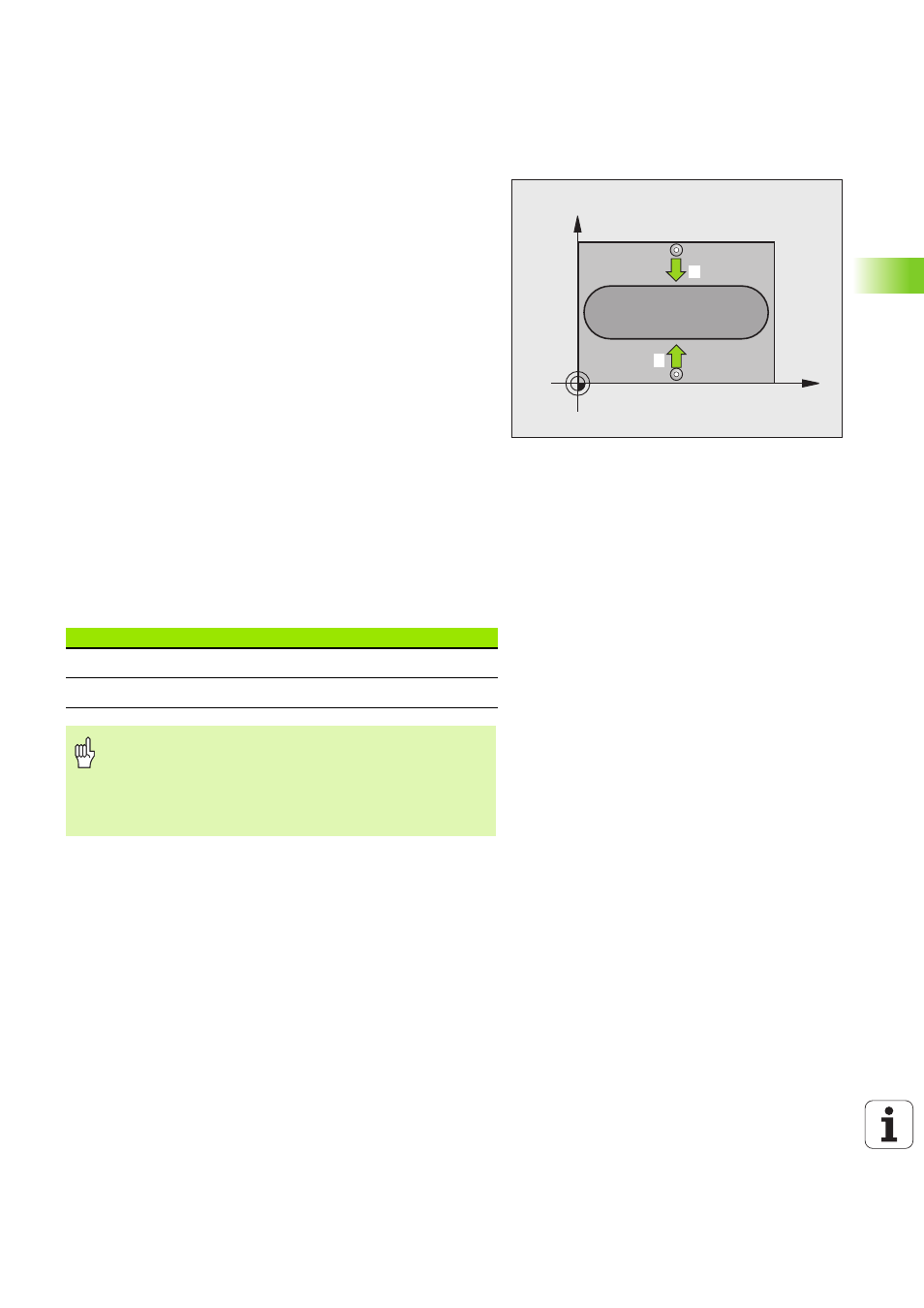
ОПОРНАЯ ТОЧКА ЦЕНТР ПРУТКА (цикл щупа
409, DIN/ISO: G409, FCL 3-функция)
Цикл зонда 409 определяет центр распорки и устанавливает этот
центр в качестве опорной точки. Альтернативно УЧПУ может
записывать этот центр в таблицы нулевых точек или в таблицы
предустановки.
1 TNC позиционирует щуп на ускоренном ходе (значение из
MP6150 или MP6361) и с помощью логики позиционирования
(смотри \‘Отработка циклов измерительного щупа\’ на
странице 26) к точке ощупывания
1
. УЧПУ расчитывает точки
контактирования из данных в цикле и на основании
безопасного расстояния из MP6140
2 Затем щуп перемещается на записанную высотуизмерения и
выполняет первое ощупывание с подачей ощупывания
(MP6120 или MP6360)
3 Потом щуп перемещается на безопасную высоту к следующей
точке ощупывания
2
и выполняет там следующее ощупывание
4 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри
\‘Сохранение расчитанной опорной точки в памяти\’ на
странице 69) и записывает факт-значения в нижеуказанных
параметрах Q
5 Если требуется, TNC определяет затем отдельным проходом
ощупывания еще опорную точку на оси щупа
X
Y
1
2
Номер параметра
Значение
Q166
Фактзначение измеренная ширина распорки
Q157
Факт-значение положение средняя ось
Обратите внимание перед программированием
Для избежания столкновения между зондом и
деталью, введите ширину распорки немного больше .
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.