3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 120
120
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
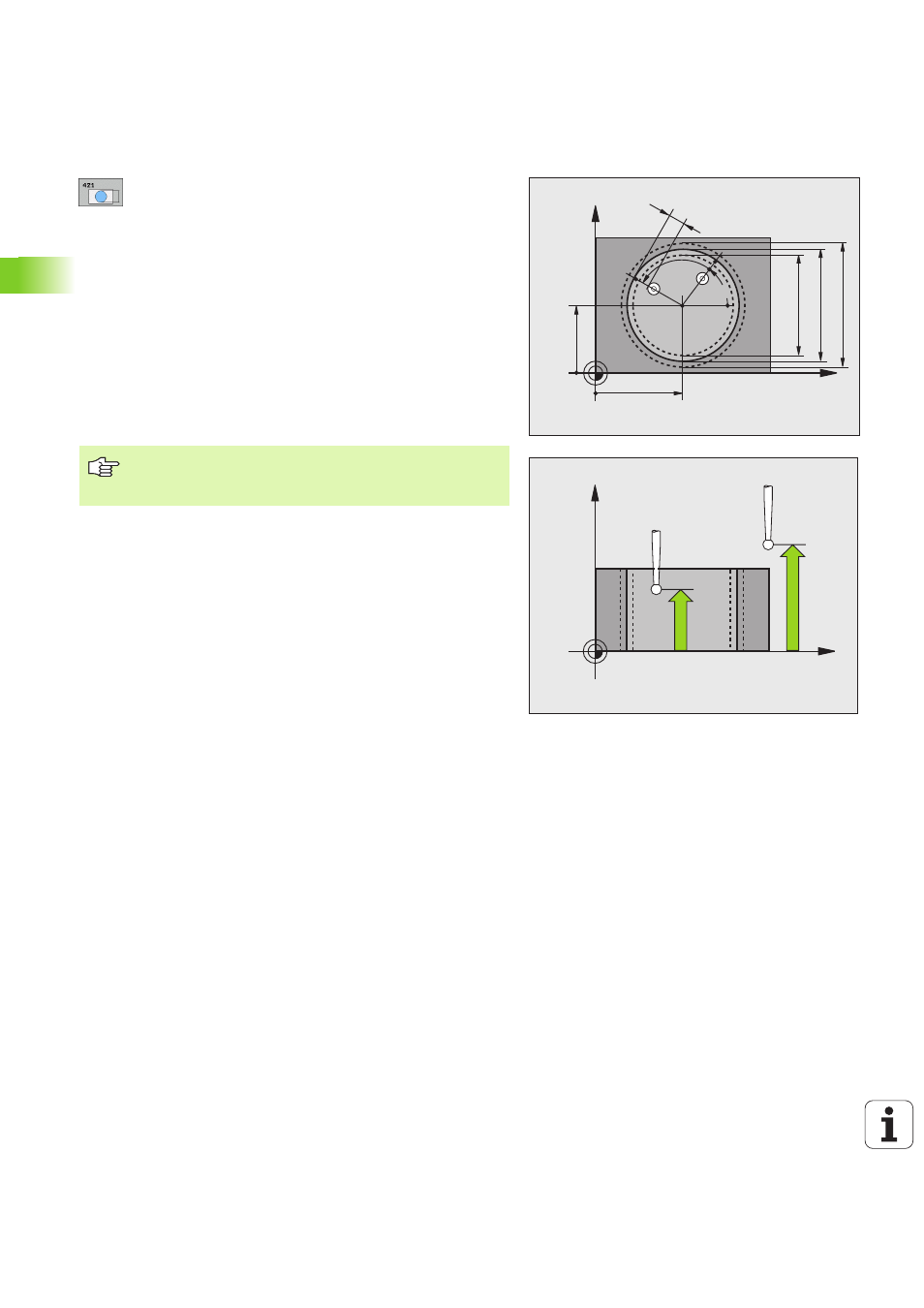
Центр 1-ой оси Q273 (абсолютный): центр
отверстия на главной оси плоскости обработки
Центр 2-ой оси Q274 (абсолютный): центр
отверстия на вспомогательной оси плоскости
обработки
Заданный диаметр Q262: ввести диаметр отверстия
Угол старта Q325 (абсолютный): угол между
главной осью плоскости обработки и первой
точкой ощупывания
Шаг угла Q247 (в прирощениях): угол между двумя
точками измерения, знак числа шага угла
определяет направление обработки (-= по часовой
стрелке). Если хотите замерить дуги окружности,
тогда программируйте шаг угла меньше 90°.
Высота измерения на оси щупа Q261
(абсолютная): координата центра наконечника
(=точка соприкосновения) на оси щупа, на которой
должно производиться измерение
Безопасное расстояние Q320 (в прирощениях):
дополнительное расстояние между точкой
измерения и наконечником щупа. Q320 действует
аддитивно по отношению к MP6140
Безопасная высота Q260 (абсолютная): координата
на оси щупа, на которой не может произойти
столкновение между щупом и обрабатываемой
деталью (зажимным приспособлением)
Переход на безопасную высоту Q301:
определить, как щуп должен перемещаться между
точками измерения:
0: между точками замера переход на высоту замера
1: между точками замера переход на безопасную
высоту
Максимальный размер отверстия Q275:
максимальный допускаемый диаметр отверстия
(круговый карман)
Минимальный размер отверстия Q276:
минимальный допускаемый диаметр отверстия
(круговый карман)
Значение допуска центр 1-ой оси Q279:
допускаемое отклонение положения на главной
оси плоскости обработки
Значение допуска центр 2-ой оси Q280:
допускаемое отклонение положения на
вспомогательной оси плоскости обработки
X
Y
Q274
±Q280
Q273
±Q279
Q27
6
Q325
Q247
Q262
Q275
MP6140
+
Q320
X
Z
Q261
Q260
Чем меньше программированный шаг угла, тем более
неточно УЧПУ расчитывает размеры отверстия.
Минимальное значение ввода: 5°.