3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles
Страница 132
132
3 Циклы импульсной системы для автома-тического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
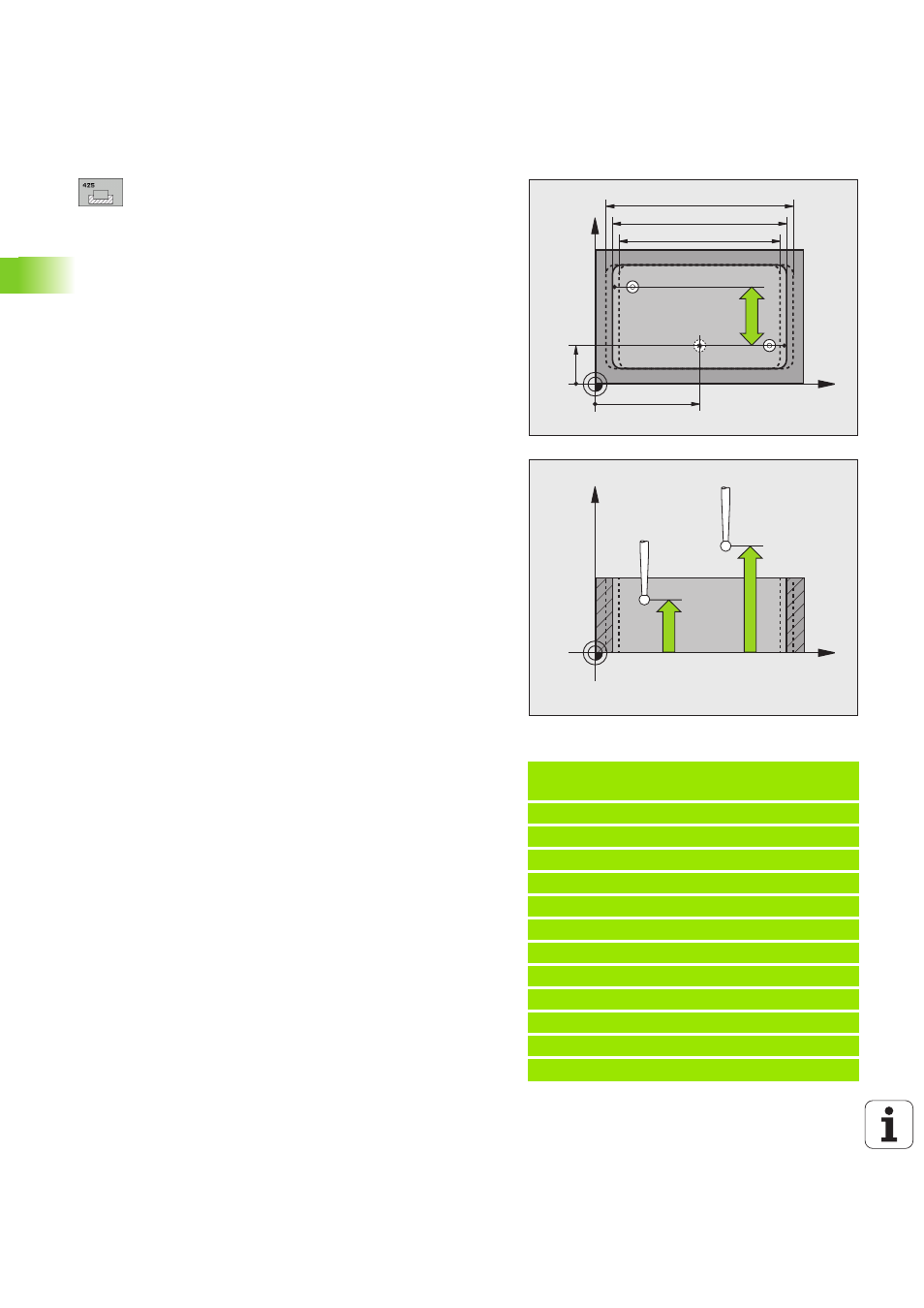
Точка старта 1-ой оси Q328 (абсолютная): точка
старта ощупывания на главной оси плоскости
обработки
Точка старта 2-ой оси Q329 (абсолютная): точка
старта ощупывания на вспомогательной оси
плоскости обработки
Сдвиг для 2-го замера Q310 (в прирощениях):
значение, на которое щуп сдвигается перед
вторым замером. Если вводите 0, то УЧПУ не
смещает щупа
Ось измерения Q272: ось на плоскости обработки,
на которой должно производиться измерение:
1:главная ось = ось измерения
2:вспомогательная ось = ось измерения
Высота измерения на оси щупа Q261
(абсолютная): координата центра наконечника
(=точка соприкосновения) на оси щупа, на которой
должно производиться измерение
Безопасная высота Q260 (абсолютная):
координата на оси щупа, на которой не может произойти
столкновение между щупом и обрабатываемой деталью
(зажимным приспособлением)
Заданная длина Q311: заданное значение
измеряемой длины
Макс.размер Q288: максимальная допускаемая длина
Мин.размер Q289: минимальная допускаемая длина
Протокол измерения Q281: определить, должно
ли УЧПУ создавать протокол измерения:
0: не создавать протокола измерения
1: Создать протокол измерения: TNC сохраняет
файл протокола TCHPR425.TXT как правило в
каталоге, в котором сохраняется также программа
измерения
2: прервание прогона программы и указание
протокола измерения на дисплее УЧПУ.
Продолжение программы с помощью ЧУ-старт
ПГМ-стоп если ошибка допуска Q309:
Определить, должно ли УЧПУ при превышении
допуска прерывать отработку программы или
выдавать сообщение об ошибках:
0: не прерывать отработки программы, не
выдавать сообщения об ошибках
1: прервать отработку программы, выдавать
сообщение об ошибках
Номер инструмента для контроля Q330:
определить, должно TNC выполнять контроль
инструмента (смотри \‘Контроль инструмента\’ на
0: Контроль не является активным
>0: номер инструмента в таблицы инструментов
TOOL.T
Пример: ЧУ-кадры
5 TCH PRONE 425 ИЗМЕРЕНИЕ ШИРИНЫ
ВНУТРИ
Q328=+75 ;ТОЧКА СТАРТА 1-ОЙ ОСИ
Q329=-12.5 ;ТОЧКА СТАРТА 2-ОЙ ОСИ
Q310=+0
;СДВИГ 2-О ЗАМЕРА
Q272=1
;ОСЬ ИЗМЕРЕНИЯ
Q261=-5
;ВЫСОТА ИЗМЕРЕНИЯ
Q260=+10 ;БЕЗОПАСНАЯ ВЫСОТА
Q311=25
;ЗАДАННАЯ ДЛИНА
Q288=25.05 ;МАКС.РАЗМЕР
Q289=25
;МИН.РАЗМЕР
Q281=1
;ПРОТОКОЛ ИЗМЕРЕНИЯ
Q309=0
;ПГМ-СТОП ЕСЛИ ОШИБКА
Q330=0
;НОМЕР ИНСТРУМЕНТА
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310
X
Z
Q261
Q260