4 измерение угла (цикл 420, din/iso: g420), Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 431: Ход цикла учитывайте при программировании
HEIDENHAIN iTNC 530
431
16.4
ИЗМЕРЕНИЕ
УГ
ЛА
(
цик
л
420, DIN/ISO:
G420)
16.4 ИЗМЕРЕНИЕ УГЛА (цикл 420,
DIN/ISO: G420)
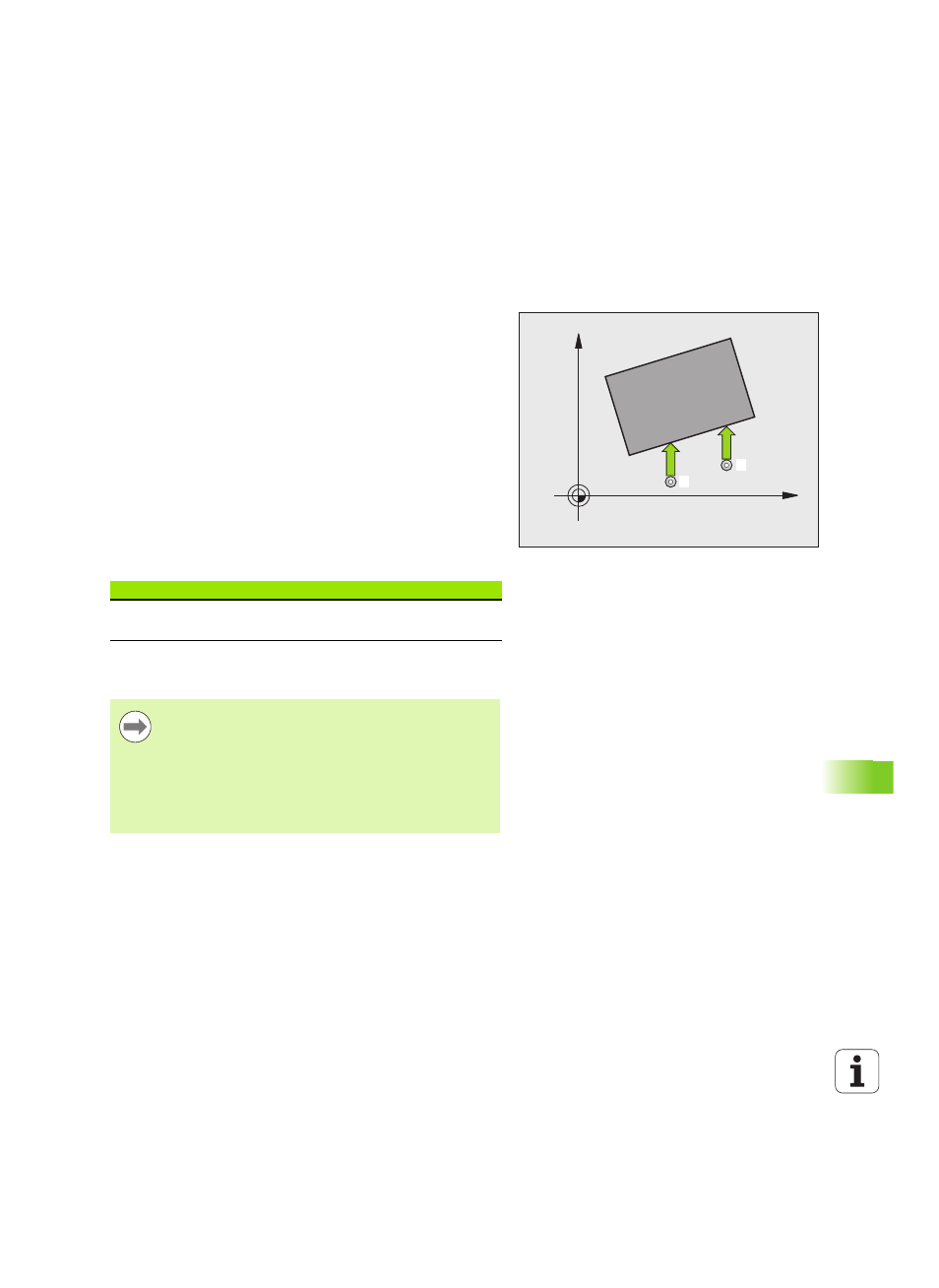
Ход цикла
Цикл измерительного щупа 420 определяет угол, образуемый
произвольной прямой с главной осью плоскости обработки.
1 Система ЧПУ позиционирует измерительный щуп с
ускоренной подачей (значение из MP6150) с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительного щупа” на странице 344) в
запрограммированную точку измерения
1
. При этом ЧПУ
отводит измерительный щуп на безопасное расстояние в
направлении, противоположном заданному направлению
перемещения
2 Затем измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход с подачей для измерения (MP6120)
3 Затем щуп перемещается в следующую точку измерения
2
и
выполняет второй замер
4 Система ЧПУ позиционирует щуп обратно на безопасную
высоту и сохраняет полученный угол в Q-параметрах:
Учитывайте при программировании!
X
Y
1
2
Номер параметра
Значение
Q150
Измеренный угол относительно
главной оси плоскости обработки
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
Если ось щупа определяется как ось измерений, то
выберите Q263 равным Q265, если угол должен
измеряться в направлении оси А; выберите Q263 не
равным Q265, если угол должен измеряться в
направлении оси В.