Ход цикла, Смотри, Странице 225) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 225
HEIDENHAIN iTNC 530
225
7.12
ПР
ОТ
ЯЖКА
КО
НТУР
А
3D (
цик
л
25 276, DIN/ISO:
G276)
7.12 ПРОТЯЖКА КОНТУРА 3D
(цикл 25 276, DIN/ISO: G276)
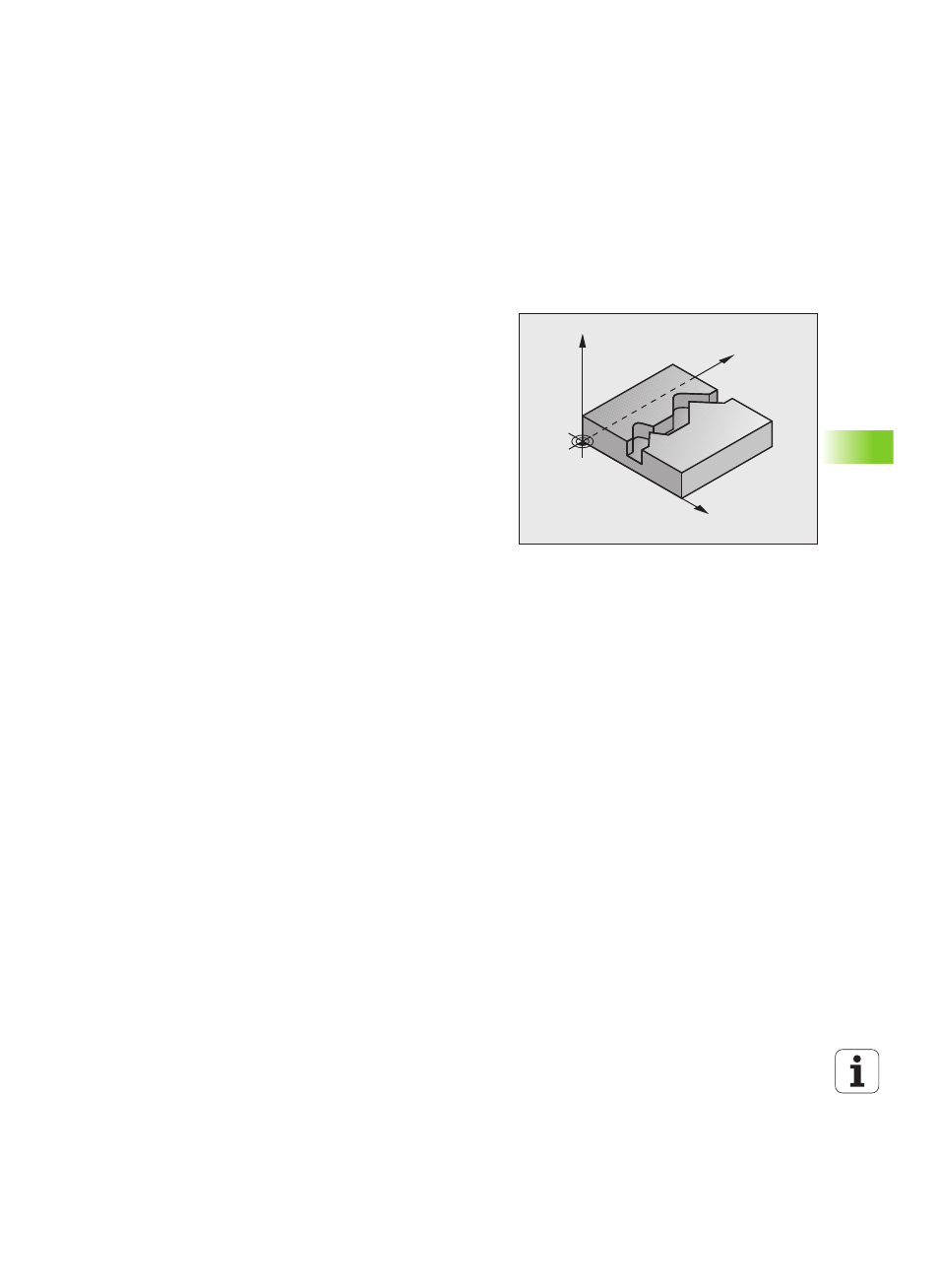
Ход цикла
С помощью этого цикла в комбинации с циклом 14 КОНТУР
можно обрабатывать открытые и закрытые контуры.
Цикл 276 ПРОТЯЖКА КОНТУРА 3D в отличие от цикла 25
ПРОТЯЖКА КОНТУРА может интерпретировать координаты по
оси инструмента (Z-оси), заданные в подпрограмме контура.
Благодаря этому можно простым способом обрабатывать,
например, контуры, созданные в CAM-системе.
Обработка контура без подачи: глубина фрезерования Q1=0
1 Согласно логике позиционирования инструмент
перемещается в начальную точку обработки, вытекающую из
первой точки контура выбранного направления обработки и
выбранной функции подвода
2 Система ЧПУ выполняет плавный подвод к контуру и
обрабатывает его до конца
3 В конечной точке контура система ЧПУ перемещает
инструмент по касательной от контура. Функцию отвода
система ЧПУ выполняет точно так же, как и функцию подвода
4 Затем ЧПУ позиционирует инструмент на безопасную высоту
Обработка контура с подачей: глубина фрезерования Q1 не
равна 0 и задана подача на врезание в глубину Q10
1 Согласно логике позиционирования инструмент
перемещается в начальную точку обработки, вытекающую из
первой точки контура выбранного направления обработки и
выбранной функции подвода
2 Система ЧПУ выполняет плавный подвод к контуру и
обрабатывает его до конца
3 В конечной точке контура система ЧПУ перемещает
инструмент по касательной от контура. Функцию отвода
система ЧПУ выполняет точно так же, как и функцию подвода
4 Если выбрана обработка маятниковым движением (Q15=0),
система ЧПУ выполняет перемещение на следующую глубину
подачи и обрабатывает контур назад до первоначальной
точки старта. В противном случае система ЧПУ перемещает
инструмент назад на безопасную высоту к начальной точке
обработки, а от туда - на следующую глубину подачи. Функцию
отвода система ЧПУ выполняет точно так же, как и функцию
подвода
5 Эта операция повторяется до тех пор, пока не будет
достигнута запрограммированная глубина
6 Затем ЧПУ позиционирует инструмент на безопасную высоту
Y
X
Z