Ход цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 239
HEIDENHAIN iTNC 530
239
8.2
БОКОВ
А
Я
ПОВЕР
Х
НОС
Т
Ь
ЦИЛИНДР
А
(
цик
л
27, DIN/ISO:
G127,
опция
П
О
1)
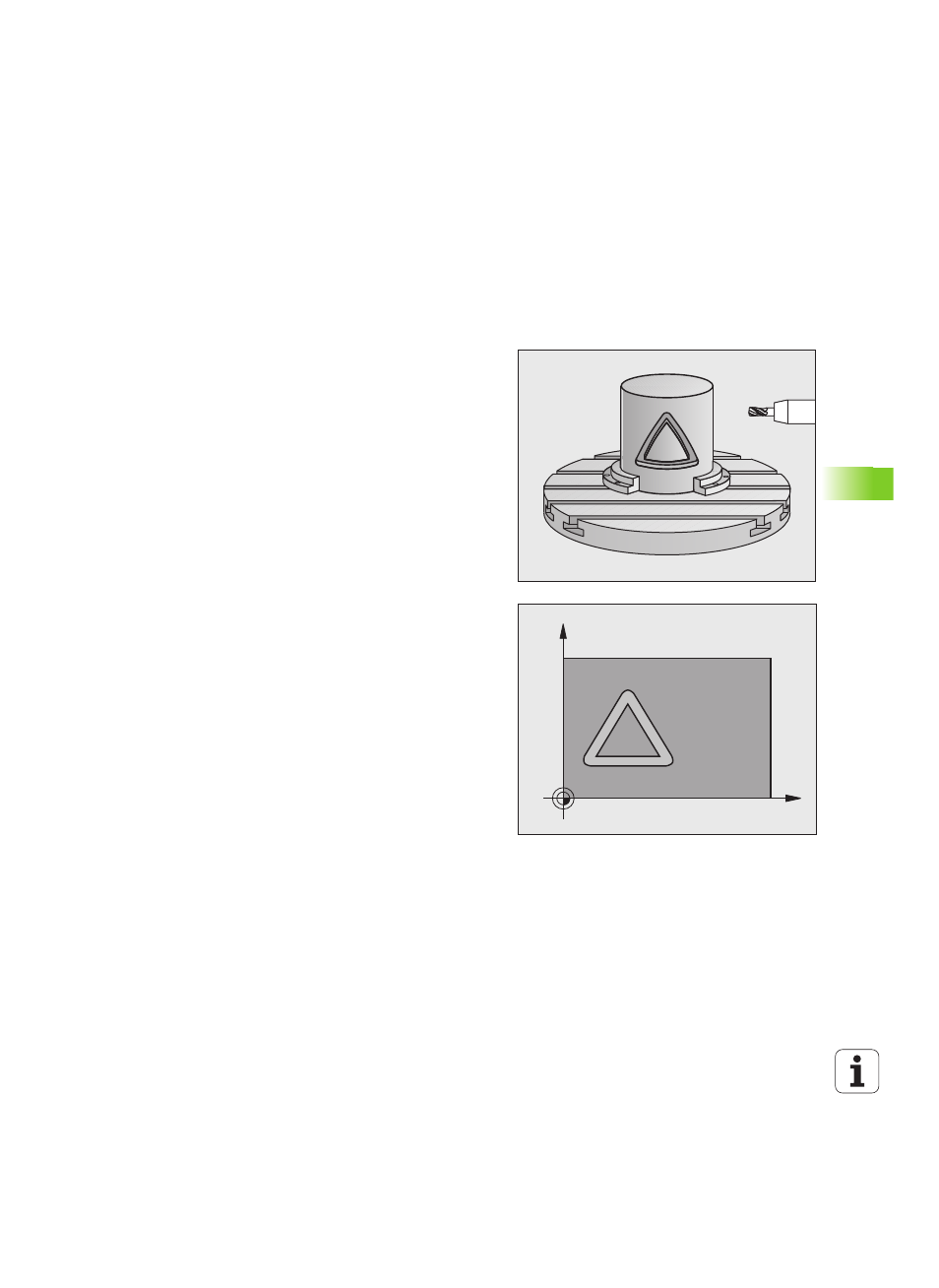
8.2 БОКОВАЯ ПОВЕРХНОСТЬ
ЦИЛИНДРА (цикл 27,
DIN/ISO: G127, опция ПО 1)
Ход цикла
С помощью этого цикла можно перенести контур, определенный
на образующей, на боковую поверхность цилиндра. Для
фрезерования ведущих канавок на цилиндре используйте цикл
28.
Контур описывается в подпрограмме, определенной с помощью
цикла 14 (КОНТУР).
Подпрограмма содержит координаты для круговой оси (например,
C-оси) и параллельной ей оси (например, оси шпинделя).
Существуют следующие функции траектории L, CHF, CR, RND,
APPR (кроме APPR LCT) и DEP.
Координаты круговой оси можно вводить как в градусах, так и в мм
(дюймах) (задается при определении цикла).
1 Система ЧПУ позиционирует инструмент над точкой врезания;
при этом учитывается припуск на чистовую обработку боковой
поверхности
2 На первой глубине врезания инструмент выполняет
фрезерование вдоль запрограммированного контура с
рабочей подачей Q12
3 В конце контура ЧПУ перемещает инструмент на безопасное
расстояние и обратно в точку врезания
4 Шаги с 1 по 3 повторяются до тех пор, пока не будет достигнута
запрограммированная глубина фрезерования Q1
5 Затем инструмент перемещается на безопасное расстояние
C
Z