Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 169
HEIDENHAIN iTNC 530
169
5.5
КР
УГ
ЛАЯ
КАНАВКА
(
цик
л
254, DIN/ISO:
G254)
Параметры цикла
Объем обработки (0/1/2) Q215: определение
объема обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка боковой поверхности и
чистовая обработка дна выполняются только,
если задан припуск на чистовую обработку (Q368,
Q369)
Ширина канавки Q219 (значение параллельно
вспомогательной оси плоскости обработки):
введите ширину канавки; если ширина задается
равной диаметру инструмента, то ЧПУ выполняет
только черновую обработку (фрезерование
продольной канавки). Максимальная ширина
канавки при черновой обработке: двойной
диаметр инструмента. Диапазон ввода от 0 до
99999,9999
Припуск на чистовую обработку стороны Q368 (в
инкрементах): припуск на чистовую обработку в
плоскости обработки. Диапазон ввода от 0 до
99999,9999
Диаметр сегмента Q375: введите диаметр
сегмента. Диапазон ввода от 0 до 99999,9999
Осторожно, опасность столкновения!
С помощью машинного параметра 7441 бит 2
задается, должна ли система ЧПУ выдавать
сообщение об ошибке при вводе положительного
значения глубины (бит 2=1) или нет (бит 2=0).
Учтите, что при вводе положительного значения
параметра «Глубина» система автоматически меняет
знак координат предварительного позиционирования.
Инструмент перемещается по оси инструмента на
ускоренном ходу на безопасное расстояние ниже
поверхности заготовки!
Если Вы вызываете цикл при помощи обработки 2
(только чистовая обработка), система ЧПУ
позиционирует инструмент на ускоренном ходу в точку
первого врезания.
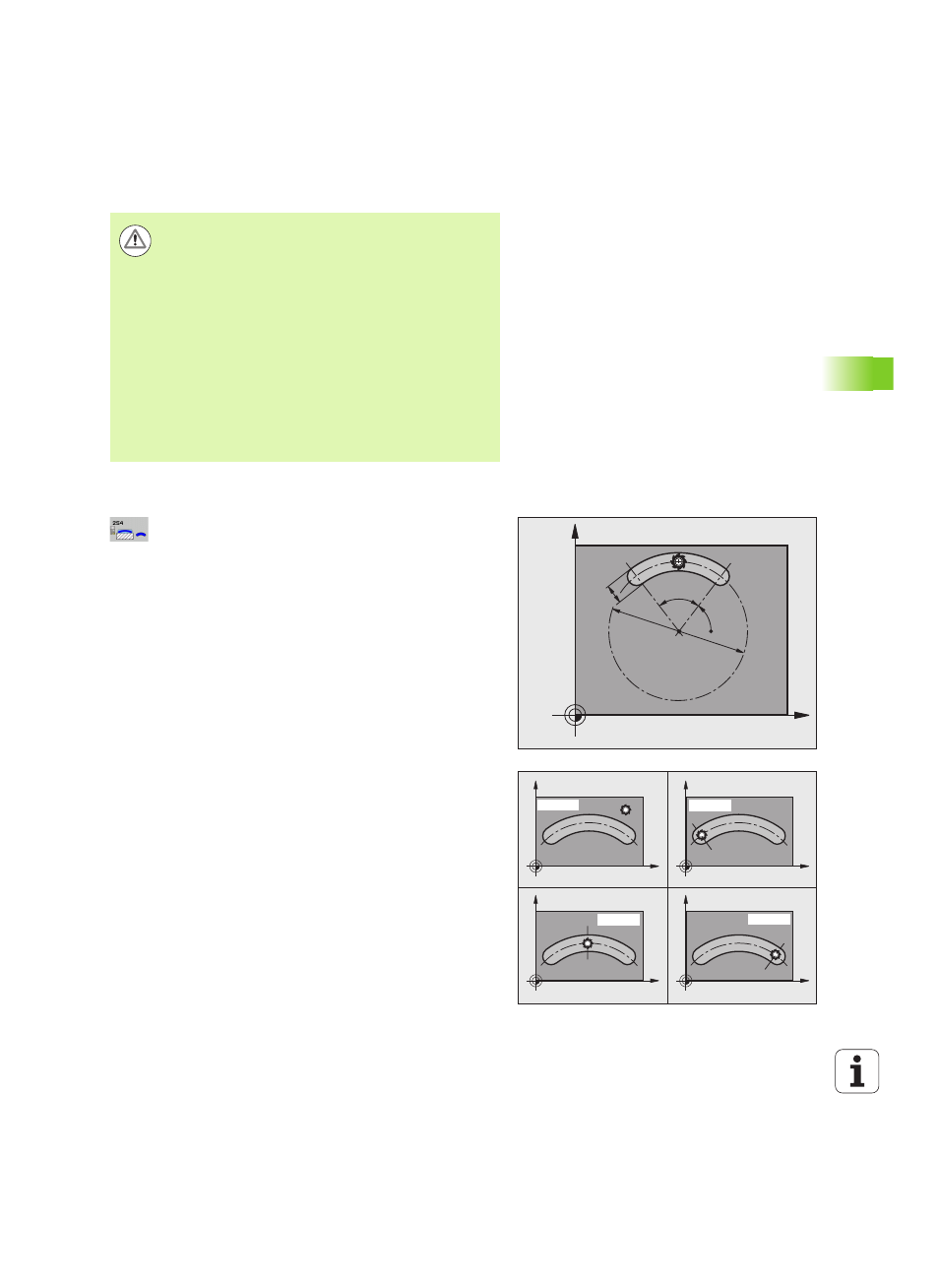
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3