Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 335
HEIDENHAIN iTNC 530
335
12.7
ТО
Ч
Е
Н
И
Е
С
ИНТЕРПО
ЛЯЦИЕЙ
(
опция
ПО
,
цик
л
290, DIN/ISO:
G290)
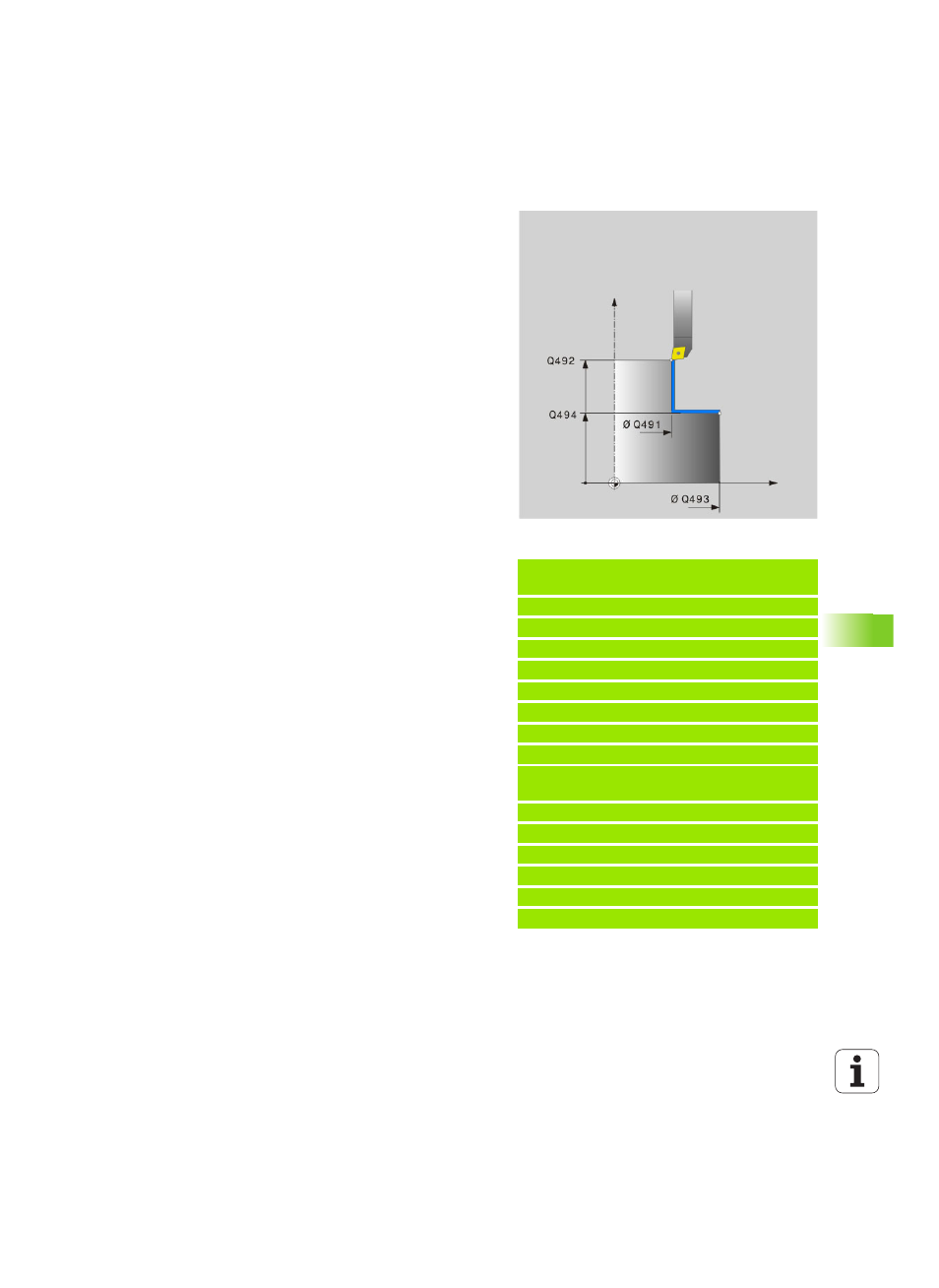
Диаметр начала контура Q491 (абсолютное
значение): вершина начальной точки по Х,
введите диаметр. Диапазон ввода от -99999,9999
до 99999,9999
Начало контура Z Q492 (абсолютное значение):
вершина начальной точки по Z. Диапазон ввода от
-99999,9999 до 99999,9999
Диаметр конца контура Q493 (абсолютное
значение): вершина конечной точки по Х, введите
диаметр. Диапазон ввода от -99999,9999 до
99999,9999
Конец контура Z Q494 (абсолютное значение):
вершина конечной точки по Z. Диапазон ввода от
-99999,9999 до 99999,9999
Угол боковой поверхности Q495: угол первой
обрабатываемой поверхности в градусах.
Диапазон ввода от -179,999 до 179,999
Угол торцевой поверхности Q496: угол второй
обрабатываемой поверхности в градусах.
Диапазон ввода от -179,999 до 179,999
Радиус угла контура Q500: скругление угла между
обрабатываемыми поверхностями Диапазон
ввода от 0 до 999,999
Пример: NC-кадры
62 CYCL DEF 290 ТОЧЕНИЕ С
ИНТЕРПОЛЯЦИЕЙ
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q445=+50 ;БЕЗОП. ВЫСОТА
Q336=0
;УГОЛ ШПИНДЕЛЯ
Q440=20 ;СКОРОСТЬ РЕЗА
Q441=0,75 ;ВРЕЗАНИЕ
Q442=+0 ;НАЧ. УГОЛ
Q443=-1
;НАПР. ОБРАБ.
Q444=+6 ;ИНТЕРП. ОСЬ
Q491=+25 ;ДИМАЕТР НАЧАЛА
КОНТУРА
Q492=+0 ;НАЧАЛО КОНТУРА Z
Q493=+50 ;КОНЕЦ КОНТУРА X
Q494=-45 ;КОНЕЦ КОНТУРА Z
Q495=+0 ;УГОЛ БОК. ПОВЕРХНОСТИ
Q496=+0 ;УГОЛ ТОРЦ. ПОВЕРХН.
Q500=4.5 ;РАДИУС УГЛА КОНТУРА