Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 477
РАЗВОРОТ ПЛОСКОСТИ ОБРАБОТКИ через ось вращения (Цикл
403, DIN/ISO: G403)
14.5
14
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
477
14.5
РАЗВОРОТ ПЛОСКОСТИ
ОБРАБОТКИ через ось вращения
(Цикл 403, DIN/ISO: G403)
Ход цикла
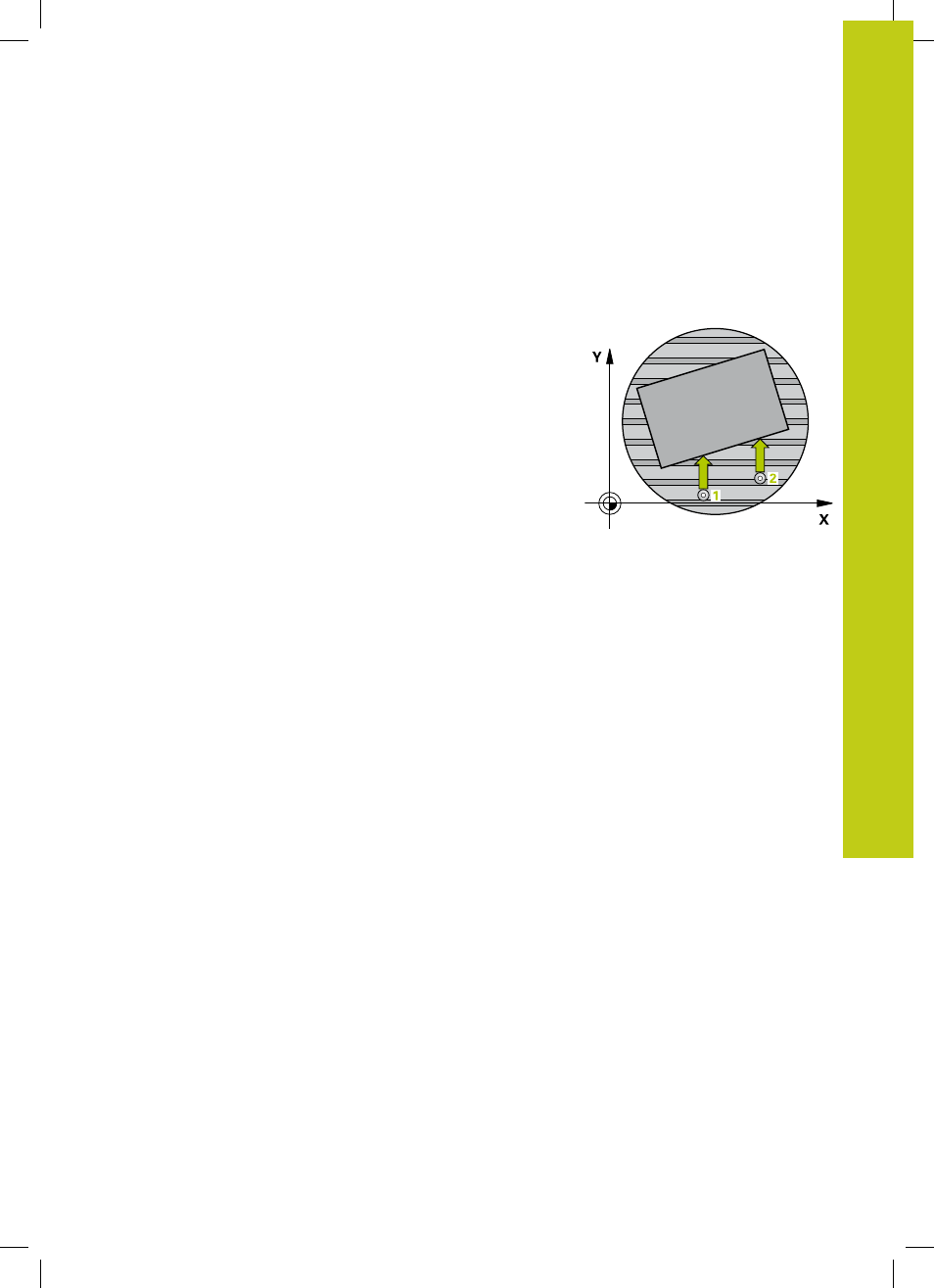
Цикл измерительного щупа 403 определяет наклон детали
путем измерения двух точек, которые должны лежать на одной
прямой. Определенный разворот система ЧПУ компенсирует
вращением оси A, B или C. При этом зажим детали на круглом
столе может быть любым.
1 Система ЧПУ позиционирует измерительный щуп в
режиме ускоренной подачи (значение из колонки FMAX) и с
помощью алгоритма позиционирования (смотри "Отработка
циклов измерительного щупа", Стр. 462) к
первой точке
измерения
. При этом ЧПУ отводит измерительный щуп на
безопасное расстояние в направлении, противоположном
заданному направлению перемещения
2 Измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход путем измерительной подачи (колонка
F
).
3 Потом зонд перемещается к следующей точке
контактирования
2
и осуществляет вторую операцию
контактирования
4 ЧПУ позиционирует зонд обратно на безопасную высоту и
затем позиционирует определенную в цикле ось вращения
на установленное значение. Дополнительно можно
задать, должна ли система ЧПУ полученный угол поворота
устанавливать в 0 в таблице предустановок или таблице
нулевых точек.