6 очистка (цикл 22, din/iso: g122), Ход цикла, Очистка (цикл 22, din/iso: g122) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 203
ОЧИСТКА (Цикл 22, DIN/ISO: G122)
7.6
7
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
203
7.6
ОЧИСТКА (Цикл 22, DIN/ISO: G122)
Ход цикла
При помощи цикла 22 ВЫБОРКА задаются технологические
данные для выборки.
Перед вызовом цикла 22 следует запрограммировать два
дополнительных цикла:
Цикл 14 КОНТУР или SEL CONTOUR
Цикл 20 ДАННЫЕ КОНТУРА
при необходимости цикл 21 ПРЕДВАРИТЕЛЬНОЕ
СВЕРЛЕНИЕ
Ход цикла
1 УЧПУ позиционирует инструмент над пунктом врезания;
при этом учитывается припуск на чистовую обработку со
стороны
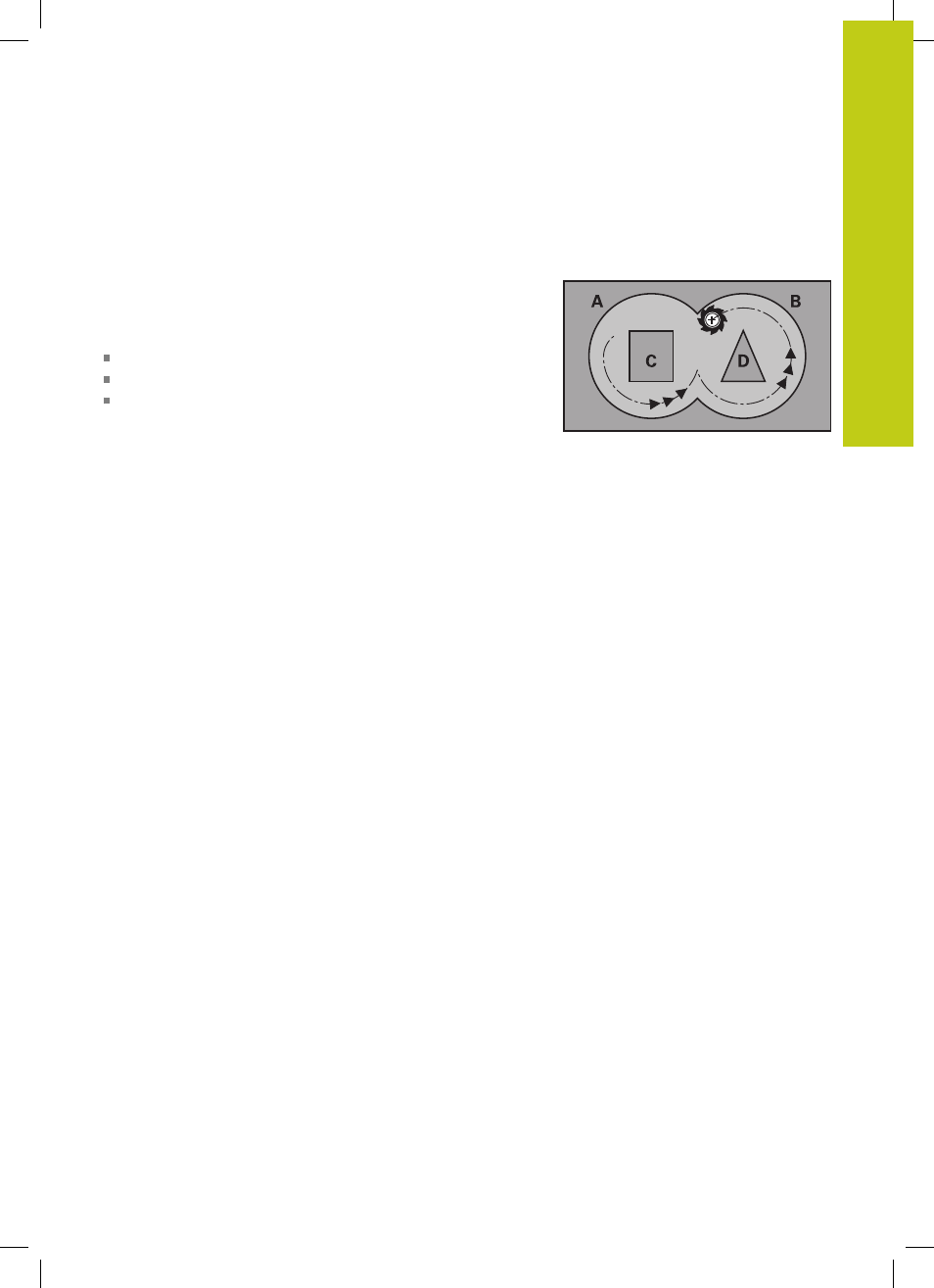
2 На первой глубине врезания инструмент фрезерует контур
из внутри к наружии с рабочей подачей Q12
3 При этом проводится фрезерование контура острова (здесь:
C/D) с приближением к контуру кармана (здесь: А/В)
4 На следующем этапе УЧПУ перемещает инструмент на
следующую глубину врезания и повторяет операцию
расчищания, до момента достижения программируемой
глубины
5 Затем инструмент возвращается по оси инструмента
на безопасную высоту или на последнюю
запрограммированную до цикла позицию. В зависимости от
параметров ConfigDatum, CfgGeoCycle, posAfterContPocket.