11 примеры программирования, Пример: точение с интерполяцией – цикл 291, Примеры программирования – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 323: Примеры программирования 11.11
Примеры программирования 11.11
11
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
323
11.11 Примеры программирования
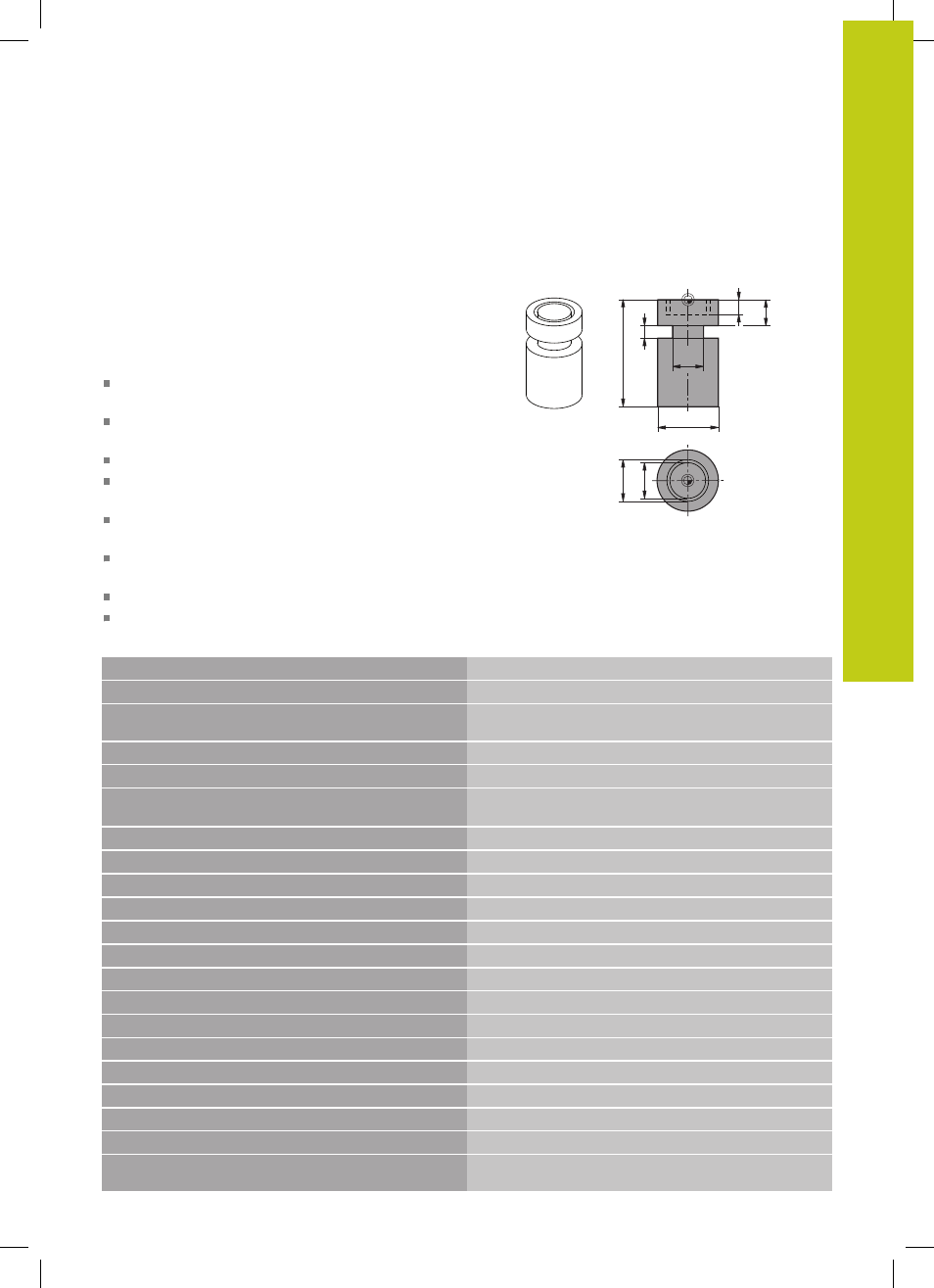
Пример: Точение с интерполяцией – цикл 291
В приведенной ниже программе используется цикл
291 ТОЧЕНИЕ С ИНТЕРПОЛЯЦИЕЙ – СВЯЗЫВАНИЕ
КОНТУРОВ. В данном примере рассматривается
выполнение осевых и радиальных прорезок.
Выполнение программы
Вызов инструмента: пробивной инструмент для
осевой прорезки
Запуск точения с интерполяцией: описание и
вызов цикла 291; Q560=1
Выполнение осевой прорезки
Завершение точения с интерполяцией: описание и
вызов цикла 291; Q560=0
Вызов инструмента: пробивной инструмент для
радиальной прорезки
Запуск точения с интерполяцией: описание и
вызов цикла 291; Q560=1
Выполнение радиальной прорезки
Завершение точения с интерполяцией: описание и
вызов цикла 291; Q560=0
5
60
6
30
18
22
11
18
0 BEGIN PGM 1 MM
1 BLK FORM CYLINDER Z R15 L60
Определение заготовки – цилиндр
2 TOOL CALL 10 Z
Вызов инструмента: пробивной инструмент для осевой
прорезки
3 CC X+0 Y+0
4 LP PR+30 PA+0 R0 FMAX
Отвод инструмента
5 CYCL DEF 291 ТОЧЕНИЕ С ИНТЕРПОЛЯЦИЕЙ –
СВЯЗЫВАНИЕ КОНТУРОВ
Активация точения с интерполяцией
Q560=+1
;СВЯЗЫВАНИЕ ШПИНДЕЛЯ
Q336=+0
;УГОЛ ШПИНДЕЛЯ
Q216=+0
;СЕРЕДИНА 1-ОЙ ОСИ
Q217=+0
;СЕРЕДИНА 2-ОЙ ОСИ
6 CYCL CALL
Вызов цикла
7 LP PR+9 PA+0 RR FMAX
Позиционирование инструмента в плоскости обработки
8 L Z+10 FMAX
9 L Z+0.2 F2000
Позиционирование инструмента по оси шпинделя
10 LBL 1
Прорезка на плоскости, врезание 0,2 мм, глубина: 6 мм
11 CP IPA+360 IZ-0.2 DR+ F10000
12 CALL LBL 1 REP 30
13 LBL 2
Выход из прорези, шаг 0,4 мм
14 CP IPA+360 IZ+0.4 DR+
15 CALL LBL 2 REP15
16 L Z+200 R0 FMAX
Подъем на безопасную высоту, отключение поправки на
радиус