Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 446
Циклы: Вращение
12.31 ЗУБОФРЕЗЕРОВАНИЕ ЗУБЧАТОГО КОЛЕСА (цикл 880, DIN/ISO:
G880)
12
446
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Подача черновой обработки
Q478: скорость
подачи при черновой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на оборот,
без M136 в миллиметрах в минуту.
Припуск на диаметр
Q483 (в приращениях):
Припуск на диаметр на определенном контуре .
Подача чистовой обработки
Q505: скорость
подачи при чистовой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на оборот,
без M136 в миллиметрах в минуту.
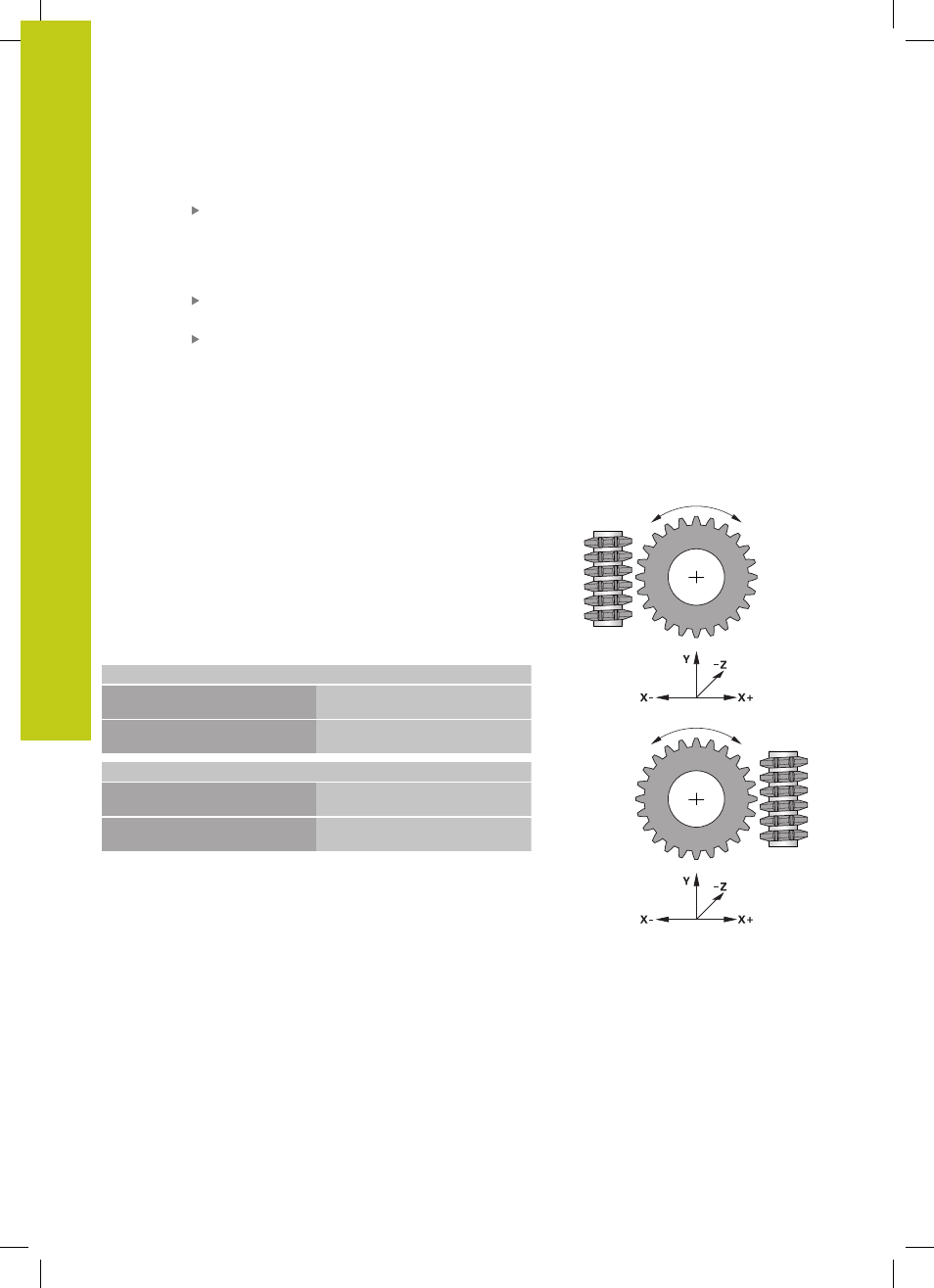
Направление вращения в зависимости от
стороны обработки (Q550)
Определение направления вращения стола:
1
Какой инструмент? (лево-/правостороннее врезание)?
2
Какая сторона обработки? X+ (Q550=0) / X- (Q550=1)
3
Направление вращения стола следует брать из одной из
двух таблиц!
Для этого выберите таблицу с направлением
вращения инструмента (
лево-/правостороннее врезание
).
Выберите в данной таблице направление вращения стола
для необходимой стороны обработки
X+ (Q550=0) / X-
(Q550=1)
.
Инструмент: правостороннее врезание М3
Сторона обработки
X+ (Q550=0)
Направление вращения стола:
по часовой стрелке (М303)
Сторона обработки
X+ (Q550=1)
Направление вращения стола:
против часовой стрелки (М304)
Инструмент: левостороннее врезание М4
Сторона обработки
X+ (Q550=0)
Направление вращения стола:
против часовой стрелки (М304)
Сторона обработки
X+ (Q550=1)
Направление вращения стола:
по часовой стрелке (М303)
(M303)
(M304)
(M303)
(M304)