Пример: точение с интерполяцией – цикл 292, Примеры программирования 11.11 – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 325
Примеры программирования 11.11
11
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
325
44 END PGM 1 MM
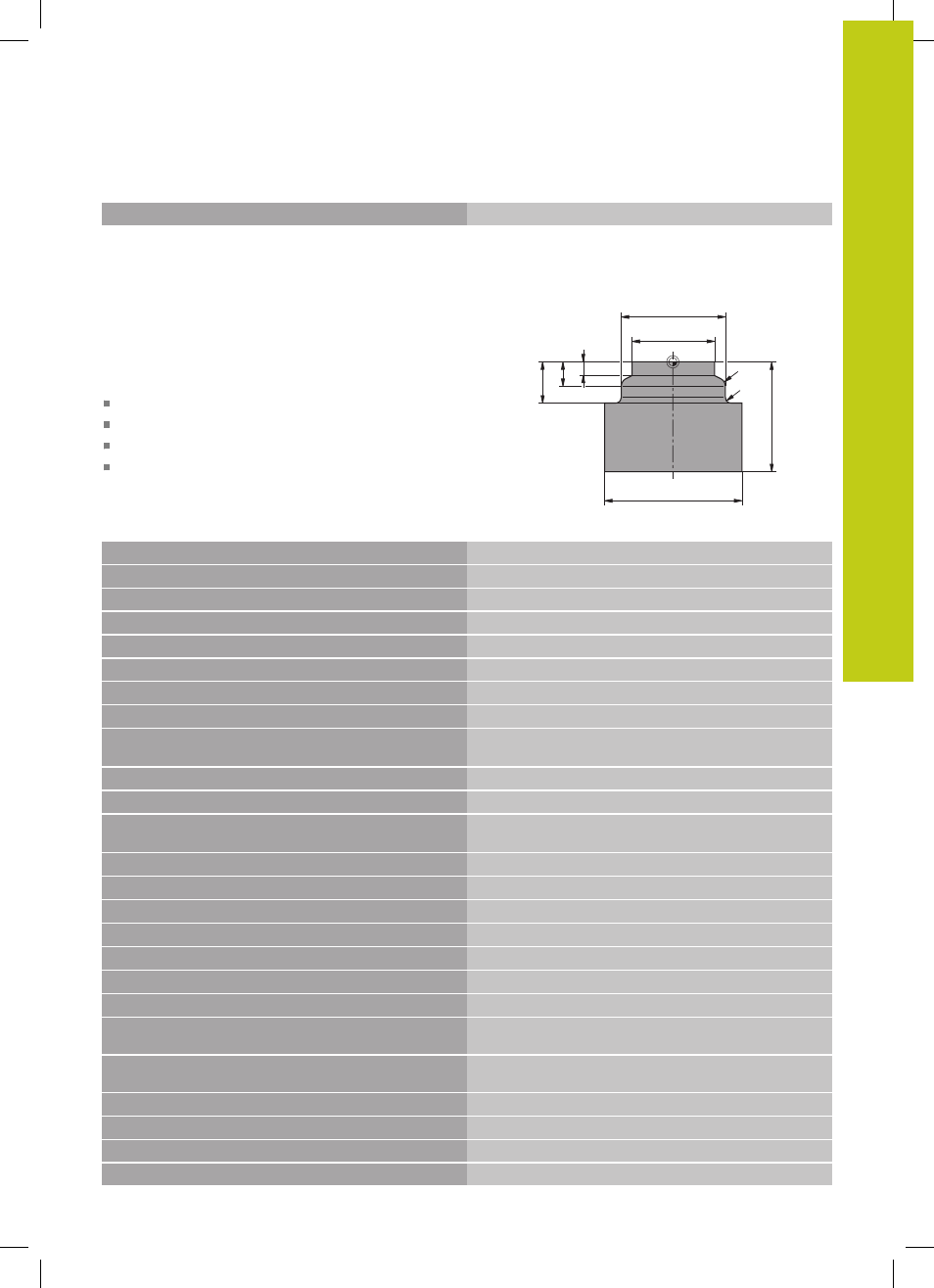
Пример: Точение с интерполяцией – цикл 292
В приведенной ниже программе используется цикл
292 ТОЧЕНИЕ С ИНТЕРПОЛЯЦИЕЙ – ЧИСТОВАЯ
ОБРАБОТКА КОНТУРА. В данном примере
рассматривается выполнение внешнего контура при
помощи вращающегося шпинделя фрезы.
Выполнение программы
Вызов инструмента: фреза D20
Цикл 32 Допуск
Ссылка на контур с циклом 14
Цикл 292 Точение с интерполяцией – контур
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM ЦИЛИНДР Z R25 L40
Определение заготовки – цилиндр
2 TOOL CALL "D20" Z S111
Вызов инструмента: торцевая фреза D20
3 CYCL DEF 32.0 ДОПУСК
Задание допуска при помощи цикла 32
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 КОНТУР
Ссылка на контур в LBL1 при помощи цикла 14
7 CYCL DEF 14.1 METKA КОНТУРА1
8 CYCL DEF 292 ТОЧЕНИЕ С ИНТЕРПОЛЯЦИЕЙ –
КОНТУР
Определение Цикла 292
Q560=+1
;СВЯЗЫВАНИЕ ШПИНДЕЛЯ
Q336=+0
;УГОЛ ШПИНДЕЛЯ
Q546=+3
;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
ИНСТРУМЕНТА
Q529=+0
;ТИП ОБРАБОТКИ
Q221=+0
;ПРИПУСК НА ПЛОЩАДЬ
Q441=+1
;ВРЕЗАНИЕ
Q449=+15000
;ПОДАЧА
Q491=+15
;РАДИУС НАЧАЛА КОНТУРА
Q357=+2
;БЕЗОП. РАССТОЯНИЕ, СТОРОНА
Q445=+50
;БЕЗОПАСНАЯ ВЫСОТА
9 L Z+50 R0 FMAX M3
Предварительное позиционирование по оси
инструмента, шпиндель вкл.
10 L X+0 Y+0 R0 FMAX M99
Предварительное позиционирование в плоскости
обработки в центр вращения, вызов цикла
11 LBL 1
LBL1 содержит контур
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19