Учитывайте при программировании, Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 208
Циклы обработки: описание контура
7.7
ГЛУБИНА ЧИСТОВОЙ ОБРАБОТКИ (Цикл 23, DIN/ISO: G123)
7
208
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Учитывайте при программировании!
Система ЧПУ самостоятельно устанавливает
стартовую точку для глубокой чистовой
обработки. Точка старта зависит от вместимости
кармана.
Радиус подвода для позиционирования на
конечной глубине задан жестко и не зависит от
угла погружения инструмента.
Внимание опасность столкновения!
После выполнения SL-цикла первое
перемещение в плоскости обработки необходимо
программировать с вводом обеих координат,
например, L X+80 Y+0 R0 FMAX.
По завершении цикла инструмент
следует позиционировать на плоскости не
инкрементально, а в абсолютную позицию, если
для параметров ConfigDatum, CfgGeoCycle,
posAfterContPocket было настроено значение
ToolAxClearanceHeight.
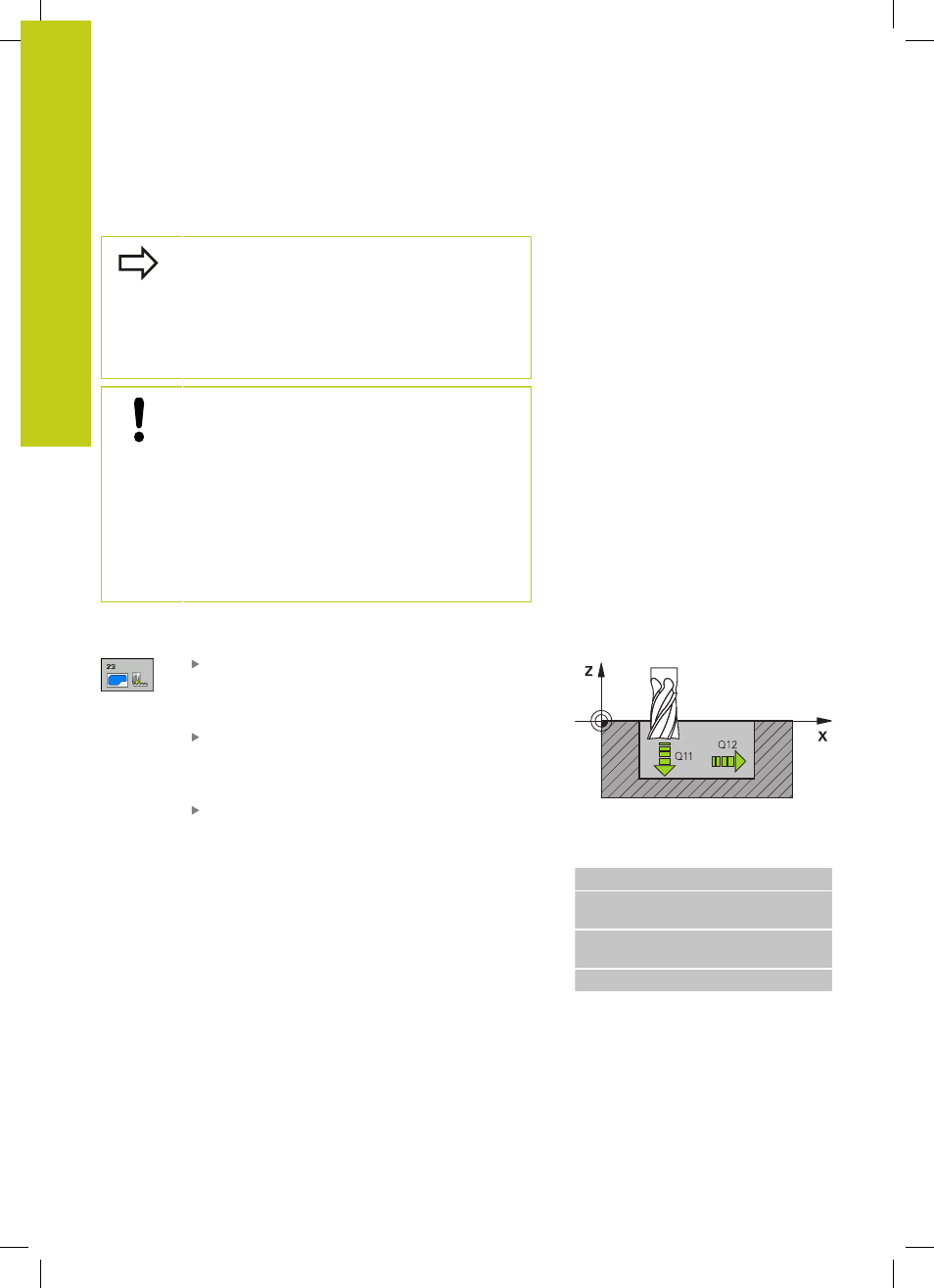
Параметры цикла
Подача врезания на глубину
Q11: Скорость
перемещения инструмента при врезании на
большую глубину, мм/мин. Диапазон ввода от 0
до 99999,9999 или через FAUTO, FU, FZ
Перемещение при фрезеровании
Q12: Подача
при перемещениях в плоскости обработки.
Диапазон ввода от 0 до 99999,9999 или через
FAUTO
, FU, FZ
Подача обратного хода
Q208: скорость
перемещения инструмента при выходе из
отверстия в мм/мин. Если введено значение
Q208=0, ЧПУ отводит инструмент из отверстия
со скоростью подачи, заданной параметром Q12.
Диапазон ввода от 0 до 99999,9999 или через
FMAX,FAUTO
Кадры УП
60 CYCL DEF 23 ЧИСТ.ОБР-КА ДНА
Q11=100
;ПОДАЧА ВРЕЗАНИЯ
НА ГЛУБИНУ
Q12=350
;ПОДАЧА
ПРОТЯГИВАНИЯ
Q208=9999
;ПОДАЧА ОТВОДА