Возможные варианты обработки – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 300
Циклы: специальные функции
11.6 ТОЧЕНИЕ ИНТЕРПОЛЯЦИЕЙ ЧИСТОВАЯ ОБРАБОТКА (цикл 292,
DIN/ISO: G292, опция ПО 96)
11
300
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Возможные варианты обработки
При работе с циклом 292 необходимо сначала определить в
подпрограмме требуемый контур точения, а затем ссылаться
на него при помощи цикла 14 или SEL CONTOUR. Опишите
контур точения по поперечному сечению осесимметричного
тела. При этом контур точения описывается в зависимости от
инструментальной оси при помощи следующих координат:
Использованная
инструментальная
ось
Осевая
координата
Радиальная
координата
Z
Z
X
X
X
Y
Y
Y
Z
Пример:
При использовании инструментальной оси Z
программирование ее контура точения выполняется в осевом
направлении при помощи координаты Z, а радиуса – при
помощи координаты X.
Данный цикл позволяет выполнять внешнюю и внутреннюю
обработку. Некоторые указания главы "Учитывайте при
программировании" будут в дальнейшем уточнены. Пример
программы приводится в разделе "Пример: Точение с
интерполяцией – цикл 292", Стр. 325
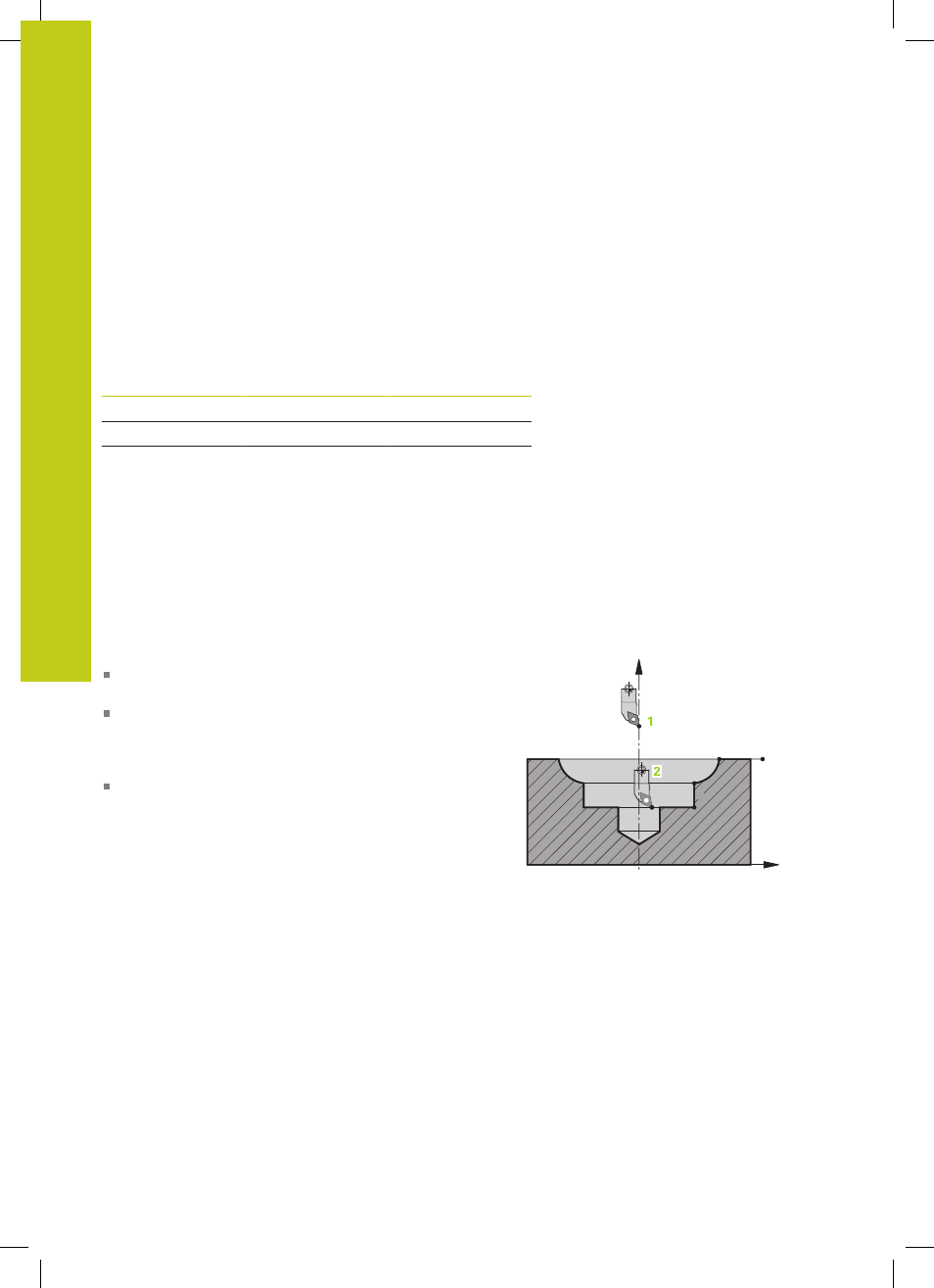
Внутренняя обработка
Центром вращения является позиция инструмента
при вызове цикла в плоскости обработки
1
После запуска цикла в центр вращения
запрещается смещать как режущую вставку, так
и центр шпинделя!
Учитывайте это при описании
контура!
2
Описанный контур не удлиняется автоматически
на значение безопасного расстояния. Удлинение
контура следует запрограммировать в
подпрограмме. ЧПУ выполняет позиционирование
на ускоренном ходу в направлении
инструментальной оси в начальную точку контура
в начале обработки!
В начальной точке контура
не должен выступать материал!
Учитывайте дополнительные пункты при
программировании внутреннего контура:
– Следует программировать монотонно
возрастающие радиальные и осевые
координаты, например, 1–5
– Или монотонно снижающиеся радиальные и
осевые координаты, например, 5–1
– При программировании внутренних контуров
следует указать радиус, превышающий радиус
инструмента.
1
3
4
5
2
Z
X