Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 471
РАЗВОРОТ ПЛОСКОСТИ ОБРАБОТКИ через два отверстия (Цикл
401, DIN/ISO: G401)
14.3
14
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
471
14.3
РАЗВОРОТ ПЛОСКОСТИ
ОБРАБОТКИ через два отверстия
(Цикл 401, DIN/ISO: G401)
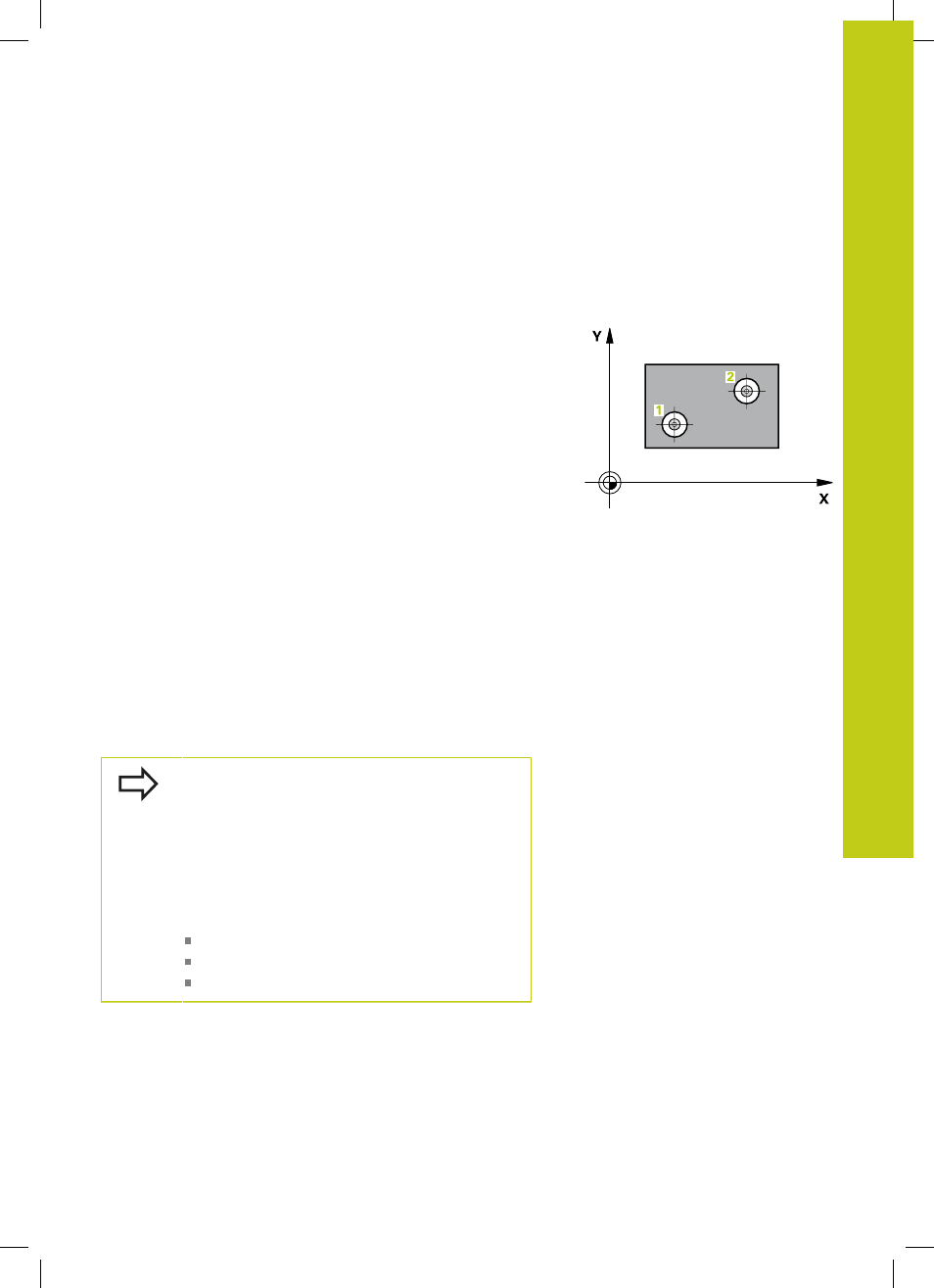
Ход цикла
Цикл измерительного щупа 401 определяет центры двух
отверстий. Затем система ЧПУ рассчитывает угол между
главной осью плоскости обработки и прямой, соединяющей
центры отверстий. С помощью функции разворота плоскости
обработки ЧПУ компенсирует вычисленное значение. При
желании можно компенсировать измеренный угол путем
поворота круглого стола.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри "Отработка циклов
измерительного щупа", Стр. 462) на заданный центр
первого отверстия
2 Затем зонд перемещается на заданную высоту измерения и
определяет путем контактирования первый центр отверстия
3 Затем зонд возвращается на безопасную высоту и
позиционирует на введенный центр второго отверстия
2
4 Затем УЧПУ перемещает зонд на заданную высоту
измерения и определяет путем контактирования второй
центр отверстия
5 Потом УЧПУ позиционирует зонд обратно на безопасную
высоту и осуществляет установленный поворот фона
Учитывайте при программировании!
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
Система ЧПУ отменяет активный разворот
плоскости обработки в начале цикла.
Если необходимо компенсировать неровное
положение путем поворота круглого стола ЧПУ
автоматически использует следующие оси
вращения:
C для оси инструмента Z
B для оси инструмента Y
A для оси инструмента X