Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 174
Циклы обработки: фрезерование карманов / островов / канавок
5.8
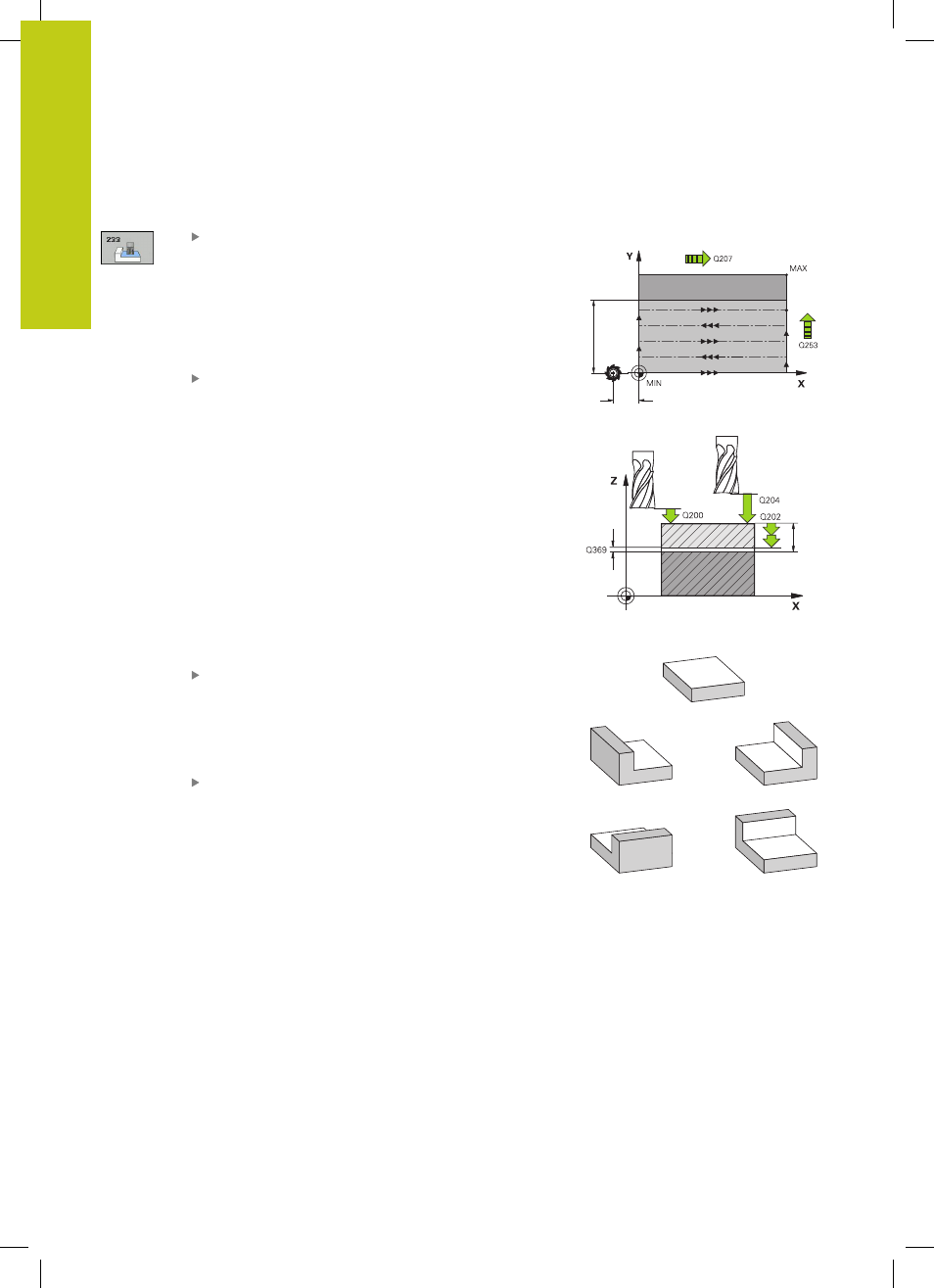
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (Цикл 233, DIN/ISO: G233)
5
174
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Параметры цикла
Объем обработки (0/1/2)
Q215: Установить
объем обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка
параметры сторона и глубина чистовой
обработки применяются только, если определен
припуск под чистовую обработку (Q368, Q369)
Стратегия фрезерования (0 - 4)
Q389:Установите, где система ЧПУ должна
обработать поверхность:
0
: обработка в форме меандра, врезание сбоку
с подачей позиционирования за пределами
обрабатываемой поверхности
1
: обработка в форме меандра, врезание
сбоку с подачей на фрезерование по краю
обрабатываемой поверхности
2
: построчная обработка, возврат и врезание
сбоку в подаче позиционирования за пределами
обрабатываемой поверхности
3
: построчная обработка, возврат и врезание
сбоку в подаче позиционирования за по краю
обрабатываемой поверхности
4
: спиральная обработка, равномерное врезание
снаружи вовнутрь
Направление фрезерования
Q350: Ось
обрабатываемой плоскости, после обработки
должно быть установлено направление:
1
: главная ось = направление обработки
2
: вспомогательная ось = направление
обработки
1-ая длина стороны
Q218 (в приращениях):
длина фрезеруемой поверхности на главной оси
плоскости обработки, относительно точки старта
1-ой оси. Диапазон ввода от 0 до 99999,9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2