Ход цикла, Фрезерование плоскостей (цикл 232, din/iso: g232) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 315
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (Цикл 232, DIN/ISO: G232) 11.9
11
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
315
11.9
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ
(Цикл 232, DIN/ISO: G232)
Ход цикла
С помощью цикла 232 можно выполнить фрезерование
плоской поверхности за несколько врезаний с учетом припуска
на чистовую обработку. При этом возможны три стратегии
обработки:
Стратегия Q389=0
: обработка в форме меандра, врезание
сбоку вне обрабатываемой поверхности
Стратегия Q389=1
: обработка в форме меандра, врезание
сбоку по краям обрабатываемой поверхности
Стратегия Q389=2
построчная обработка, возврат и
врезание сбоку на подаче позиционирования
1 УЧПУ перемещает инструмент из текущего положения в
режиме прямолинейного движения FMAXв начальную точку
1
при помощи позиционера: Если текущее положение на оси
шпинделя больше, чем 2-ое безопасное расстояние, то ЧПУ
перемещает инструмент в область обработки и далее по оси
шпинделя, в противном случае - сначала на 2-ое безопасное
расстояние и потом в область обработки. Начальная точка
в плоскости обработки смещена на величину радиуса
инструмента и на безопасное расстояние сбоку в сторону от
заготовки
2 Затем инструмент перемещается с подачей
позиционирования на оси шпиндел на расчитанную УЧПУ
первую глубину подачи
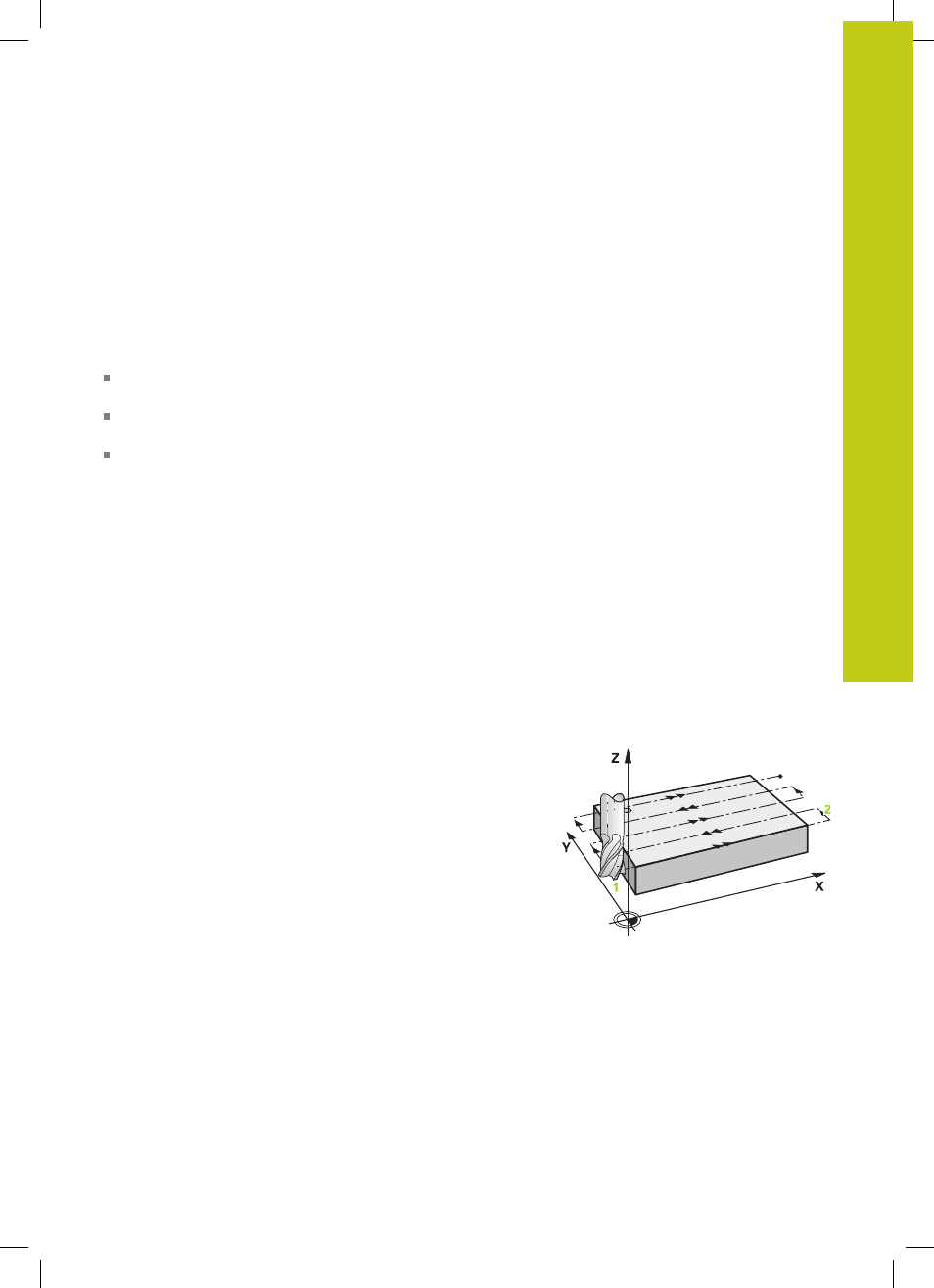
Стратегия Q389=0
3 Затем инструмент перемещается в конечную
точку с учетом запрограммированной глубины
фрезерования
2
. Конечная точка находится
за пределами
поверхности, ЧПУ рассчитывает ее, исходя из координат
запрограммированной начальной точки, длины, безопасного
расстояния сбоку и радиуса инструмента
4 УЧПУ смещает инструмент с подачей
предпозиционирования поперечно на точку старта
следующей строки; УЧПУ рассчитывает смещение из
программированной ширины, радиуса инструмента и
максимального коэффициента наложения траекторий
5 Потом инструмент перемещается обратно в направлении
точки старта
1.
6 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности. В конце последнего
прохода осуществляется врезание на следующую глубину
обработки
7 Для избежания пустых проходов, плоскость обрабатывается
затем в обратной последовательности
8 Операция повторяется, пока все подводы будут выполнены.
При последнем врезании убирается заданный припуск на
чистовую обработку
9 В конце УЧПУ перемещает инструмент в положении FMAX
назад на 2-ое безопасное расстояние