Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 402
Циклы: Вращение
12.20 ПРОРЕЗНОЕ ВЫТАЧИВАНИЕ ПО ОСИ, РАСШИРЕННЫЙ
(Цикл 852, DIN/ISO: G852)
12
402
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой размер
3
: только чистовая обработка на припуск
Безопасное расстояние
Q460: зарезервировано,
в данное время функции не имеет
Диаметр начала контура
Q491: X-координата
начальной точки контура (данные диаметра)
Начало контура по Z
Q492: Координата по оси Z
точки начала контура
Диаметр конца контура
Q493: X-координата
конечной точки контура (данные диаметра)
Конец контура по Z
Q494: Координата по оси Z
точки конца контура
Угол уклона
Q495: угол между уклоном в
начальной точке контура и параллельной к оси
вращения
Тип начального элемента
Q501: Установить
тип элемента в начале контура (краевая
поверхность):
0
: нет дополнительных элементов
1
: Элемент - фаза
2
: Элемент - радиус
Размер начального элемента
Q502: размер
начального элемента (участок фаски)
Радиус угла контура
Q500: радиус внутреннего
угла контура. Если радиус не задан, то создается
радиус режущей пластины.
Угол второго уклона
Q496: угол между уклоном
в конечной точке контура и параллельной к оси
вращения
Тип конечного элемента
Q503: Установить тип
элемента в конце контура:
0
: нет дополнительных элементов
1
: Элемент - фаза
2
: Элемент - радиус
Размер конечного элемента
Q504: размер
конечного элемента (участок фаски)
Подача черновой обработки
Q478: скорость
подачи при черновой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на оборот,
без M136 в миллиметрах в минуту.
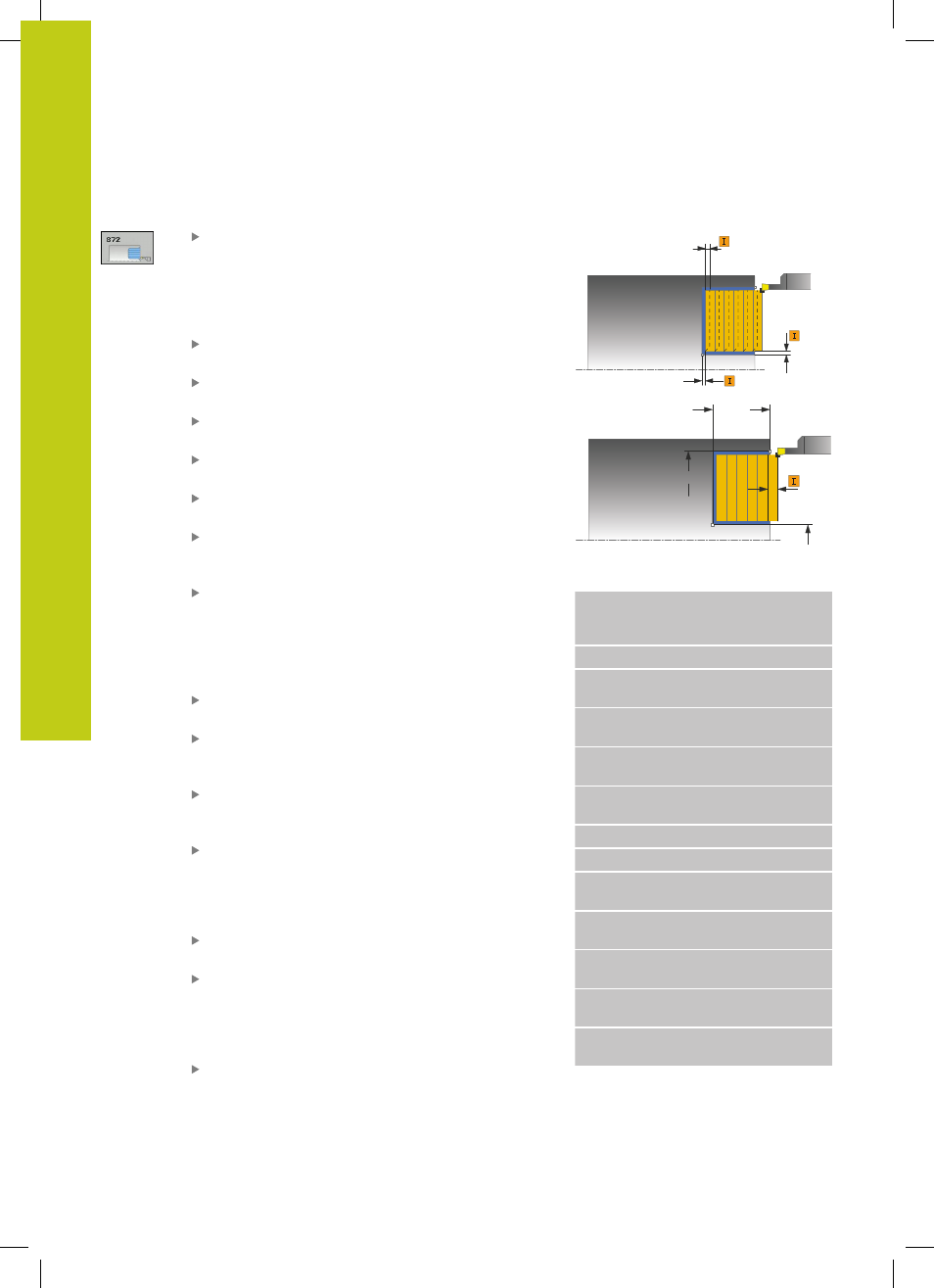
Припуск на диаметр
Q483 (в приращениях):
Припуск на диаметр на определенном контуре
Ø Q483
Q484
Q460
Ø Q491
Q492
Ø Q493
Q494
Q463
Кадры УП
11 CYCL DEF 852 ПРОРЕЗНОЕ
ТОЧЕНИЕ РАСШИРЕННЫЙ
АКСИАЛЬНЫЙ
Q215=+0
;ОБЬЁМ ОБРАБОТКИ
Q460=+2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q491=+75
;ДИАМЕТР НАЧАЛА
КОНТУРА
Q492=-20
;НАЧАЛО КОНТУРА ПО
Z
Q493=+50
;ДИАМЕТР КОНЦА
КОНТУРА
Q494=-50
;КОНЕЦ КОНТУРА ПО Z
Q495=+5
;УГОЛ УКЛОНА
Q501=+1
;ТИП НАЧАЛЬНОГО
ЭЛЕМЕНТА
Q502=+0.5
;РАЗМЕР НАЧАЛЬНОГО
ЭЛЕМЕНТА
Q500=+1.5
;РАДИУС УГЛА
КОНТУРА
Q496=+5
;УГОЛ ВТОРОГО
УКЛОНА
Q503=+1
;ТИП КОНЕЧНОГО
ЭЛЕМЕНТА