Прохождение цикла, Ов, смотри "боковая поверхность цилиндра – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 240
Циклы обработки: боковая поверхность цилиндра
8.5
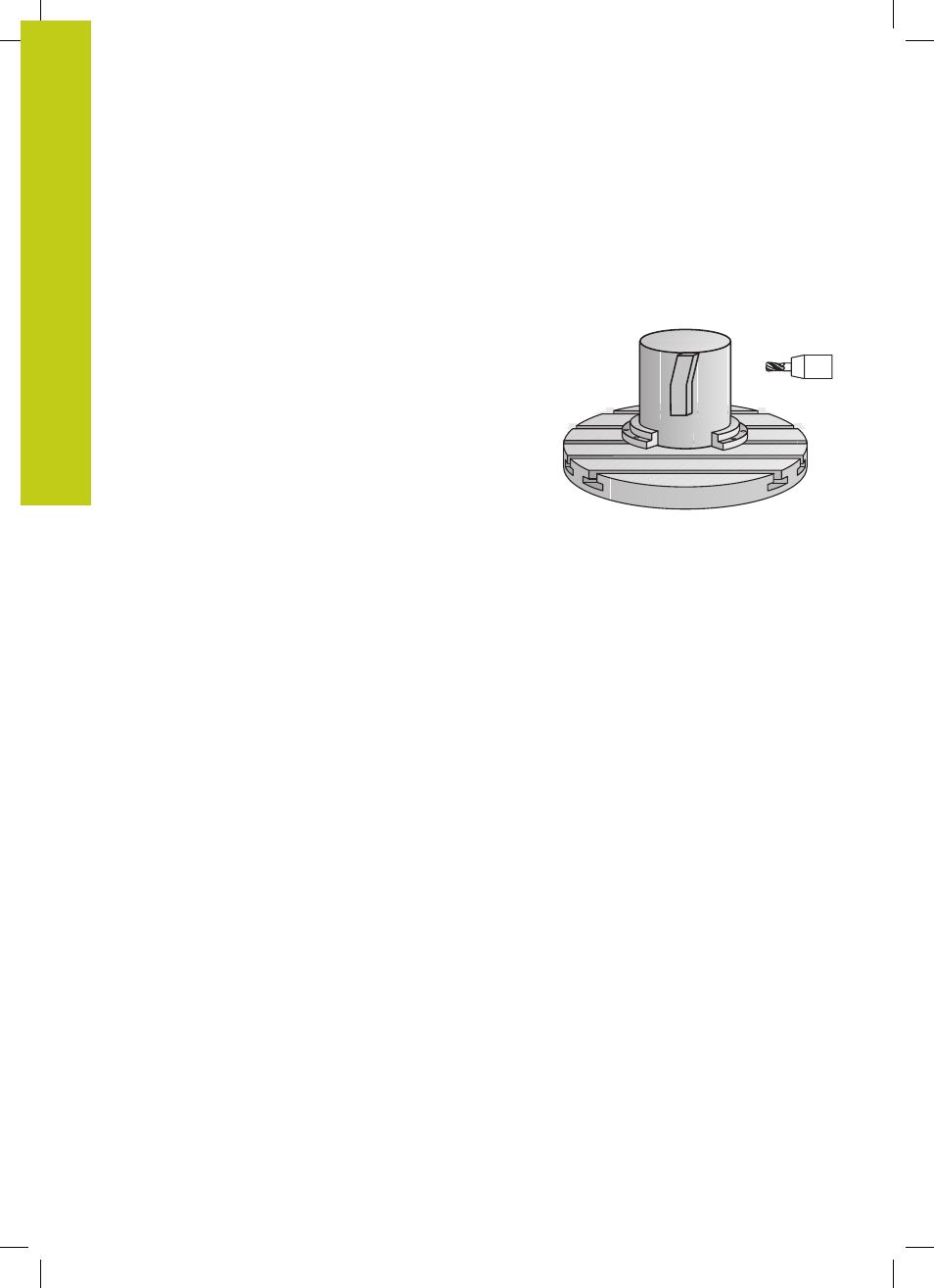
БОКОВАЯ ПОВЕРХНОСТЬ ЦИЛИНДРА (цикл 39, DIN/ISO: G139,
опция ПО 1)
8
240
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
8.5
БОКОВАЯ ПОВЕРХНОСТЬ
ЦИЛИНДРА (цикл 39, DIN/ISO: G139,
опция ПО 1)
Прохождение цикла
С помощью этого цикла можно создать контур на боковой
поверхности цилиндра. Для этого необходимо задать контур на
развернутой боковой поверхности цилиндра Система ЧПУ так
устанавливает инструмент во время выполнения этого цикла,
что при активной поправке на радиус стенки всегда находятся
параллельно по отношению друг к другу.
Контур описывается в подпрограмме, определенной с помощью
цикла 14 (КОНТУР).
В подпрограмме контур всегда описывается координатами
X и Y, независимо от того, какие оси вращения имеются в
распоряжении на станке. Таким образом, описание контура не
зависит от конфигурации станка. Предлагаются следующие
функции траектории L, CHF, CR, RND и
CT
.
В отличие от циклов 28 и 29 в этом цикле в подпрограмме
контура определяется действительно изготавливаемый контур.
1 TNC позиционирует инструмент над точкой начала
обработки. ЧПУ устанавливает начальную точку рядом с
первой точкой контура определенной в подпрограмме со
смещением на диаметр инструмента.
2 Затем ЧПУ перемещает инструмент перпендикулярно
на первую глубину врезания. Подвод производится по
касательной или по прямой с подачей фрезерования Q12.
При необходимости учитывается припуск на чистовую
обработку боковой поверхности. (Характер подвода зависит
от параметров ConfigDatum, CfgGeoCycle, apprDepCylWall)
3 На первой глубине подвода инструмент фрезерует с
подачей Q12 вдоль контура, пока заданная линия контура не
будет полностью изготовлена.
4 Затем инструмент перемещается по касательной от стенки
распорки обратно к точке старта обработки.
5 Шаги 2–4 повторяются до тех пор, пока не будет достигнута
запрограммированная глубина фрезерования Q1.
6 Затем инструмент возвращается по оси инструмента
на безопасную высоту или на последнюю
запрограммированную перед циклом позицию (зависит от
параметров ConfigDatum, CfgGeoCycle, posAfterContPocket)