Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 444
Циклы: Вращение
12.31 ЗУБОФРЕЗЕРОВАНИЕ ЗУБЧАТОГО КОЛЕСА (цикл 880, DIN/ISO:
G880)
12
444
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой размер
3
: только чистовая обработка на припуск
Модуль
Q540: Описание зубчатого колеса:
Модуль зубчатого колеса. Диапазон ввода от 0 до
99,9999
Количество зубьев
Q541: Описание зубчатого
колеса: Количество зубьев. Диапазон ввода от 0
до 99999
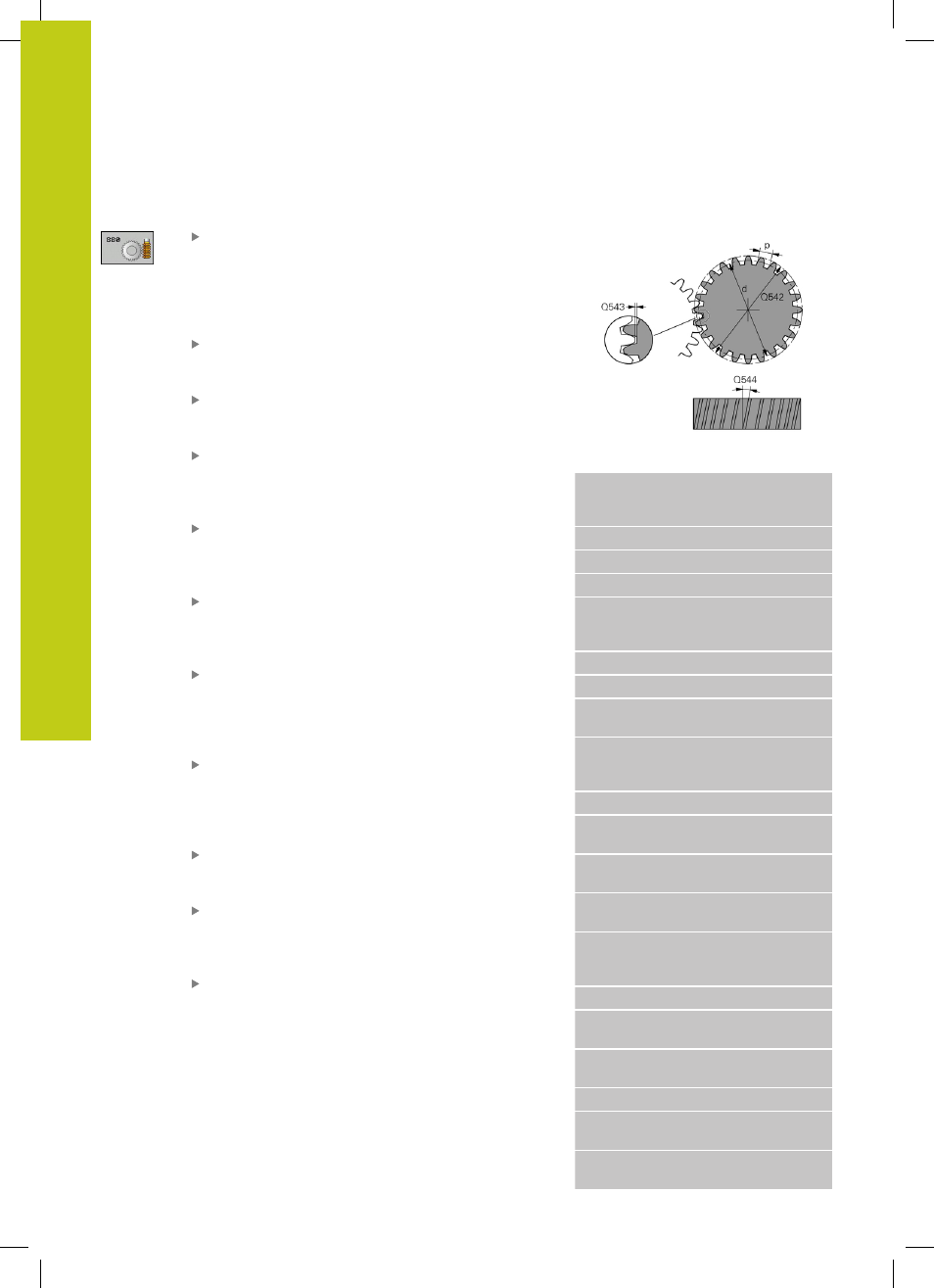
Диаметр окружности вершин зубьев
Q542:
Описание зубчатого колеса: Внешний диаметр
готовой детали. Диапазон ввода: от 0 до
99999,9999
Радиальный зазор
Q543: Описание зубчатого
колеса: Расстояние между окружностью вершин
зубьев и окружностью впадин сопряженного
зубчатого колеса. Диапазон ввода от 0 до 9,9999
Угол скоса
Q544: Описание зубчатого колеса:
Угол скоса зубьев относительно оси. (В случае
прямых зубьев этот угол равен 0°) Диапазон
ввода от -45 до +45
Угол подъема инструмента
Q545: Описание
инструмента: Угол боковой кромки червячной
фрезы. Укажите это значение в десятичной
системе счисления. (например, 0°47’=0,7833)
Диапазон ввода: от -60,0000 до +60,0000
Направление вращения инструмента (3, 4)
Q546: Описание инструмента: Направление
вращения шпинделя червячной фрезы:
3
: Инструмент, вращающийся вправо (M3)
4
: Инструмент, вращающийся влево (M4)
Смещение угла
Q547: Угол, на который ЧПУ
поворачивает заготовку при запуске цикла.
Диапазон ввода: от -180,0000 до +180,0000
Сторона обработки
Q550: Выбор стороны
обработки.
0
: положительная сторона обработки
1
: отрицательная сторона обработки
Предпочтительное направление
Q533: Выбор
альтернативных возможностей установки.
0
: решение с самой короткой траекторией
-1
: решение с отрицательным направлением
+1
: решение с положительным направлением
NC-кадры
63 CYCL DEF 880 ОБРАБОТКА
ЗУБЧАТОГО КОЛЕСА ЧЕРВЯЧНОЙ
ФРЕЗОЙ
Q215=0
;ОБЬЁМ ОБРАБОТКИ
Q540=0
;МОДУЛЬ
Q541=0
;КОЛИЧЕСТВО ЗУБЬЕВ
Q542=0
;ДИАМЕТР
ОКРУЖНОСТИ
ВЕРШИН ЗУБЬЕВ
Q543=0.167
;РАДИАЛЬНЫЙ ЗАЗОР
Q544=0
;УГОЛ СКОСА
Q545=0
;УГОЛ ПОДЪЕМА
ИНСТРУМЕНТА
Q546=3
;НАПРАВЛЕНИЕ
ВРАЩЕНИЯ
ИНСТРУМЕНТА
Q547=0
;СМЕЩЕНИЕ УГЛА
Q550=1
;СТОРОНА
ОБРАБОТКИ
Q533=0
;ПРЕДПОЧТИТЕЛЬНОЕ
НАПРАВЛЕНИЕ
Q530=2
;УСТАНОВЛЕННАЯ
ОБРАБОТКА
Q253=750
;ПОДАЧА
ПРЕДВАРИТЕЛЬНОГО
ПОЗИЦИОНИРОВАНИЯ
Q260=100
;БЕЗОПАСНАЯ ВЫСОТА
Q553=10
;L-СМЕЩЕНИЕ
ИНСТРУМЕНТА
Q551=0
;НАЧАЛЬНАЯ ТОЧКА В
Z
Q552=-10
;КОНЕЧНАЯ ТОЧКА В Z
Q463=1
;МАКС. ГЛУБИНА
РЕЗАНИЯ
Q460=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ