Ход цикла, А, (опция по 96) смотри, Точение интерполяцией чистовая обработка – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 294
Циклы: специальные функции
11.6 ТОЧЕНИЕ ИНТЕРПОЛЯЦИЕЙ ЧИСТОВАЯ ОБРАБОТКА (цикл 292,
DIN/ISO: G292, опция ПО 96)
11
294
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
11.6
ТОЧЕНИЕ ИНТЕРПОЛЯЦИЕЙ
ЧИСТОВАЯ ОБРАБОТКА (цикл 292,
DIN/ISO: G292, опция ПО 96)
Ход цикла
Цикл 292 ТОЧЕНИЕ С ИНТЕРПОЛЯЦИЕЙ – ЧИСТОВАЯ
ОБРАБОТКА КОНТУРА выполняет привязывание шпинделя
инструмента к позиции линейных осей. С помощью этого
цикла можно создавать контуры, симметричные относительно
оси вращения, в активной плоскости обработки. Данный
цикл можно также использовать в наклоненной плоскости
обработки. Центром вращения является начальная точка на
плоскости обработки при вызове цикла. Цикл 292 ТОЧЕНИЕ
С ИНТЕРПОЛЯЦИЕЙ – ЧИСТОВАЯ ОБРАБОТКА КОНТУРА
выполняется в режиме фрезерования и является CALL-
активным. После отработки данного цикла связывание
шпинделя снова деактивируется.
При работе с циклом 292 необходимо сначала определить в
подпрограмме требуемый контур, а затем ссылаться на него
при помощи цикла 14 или SEL CONTOUR. Контур следует
программировать с использованием монотонно снижающихся
или монотонно возрастающих координат. Обработка с
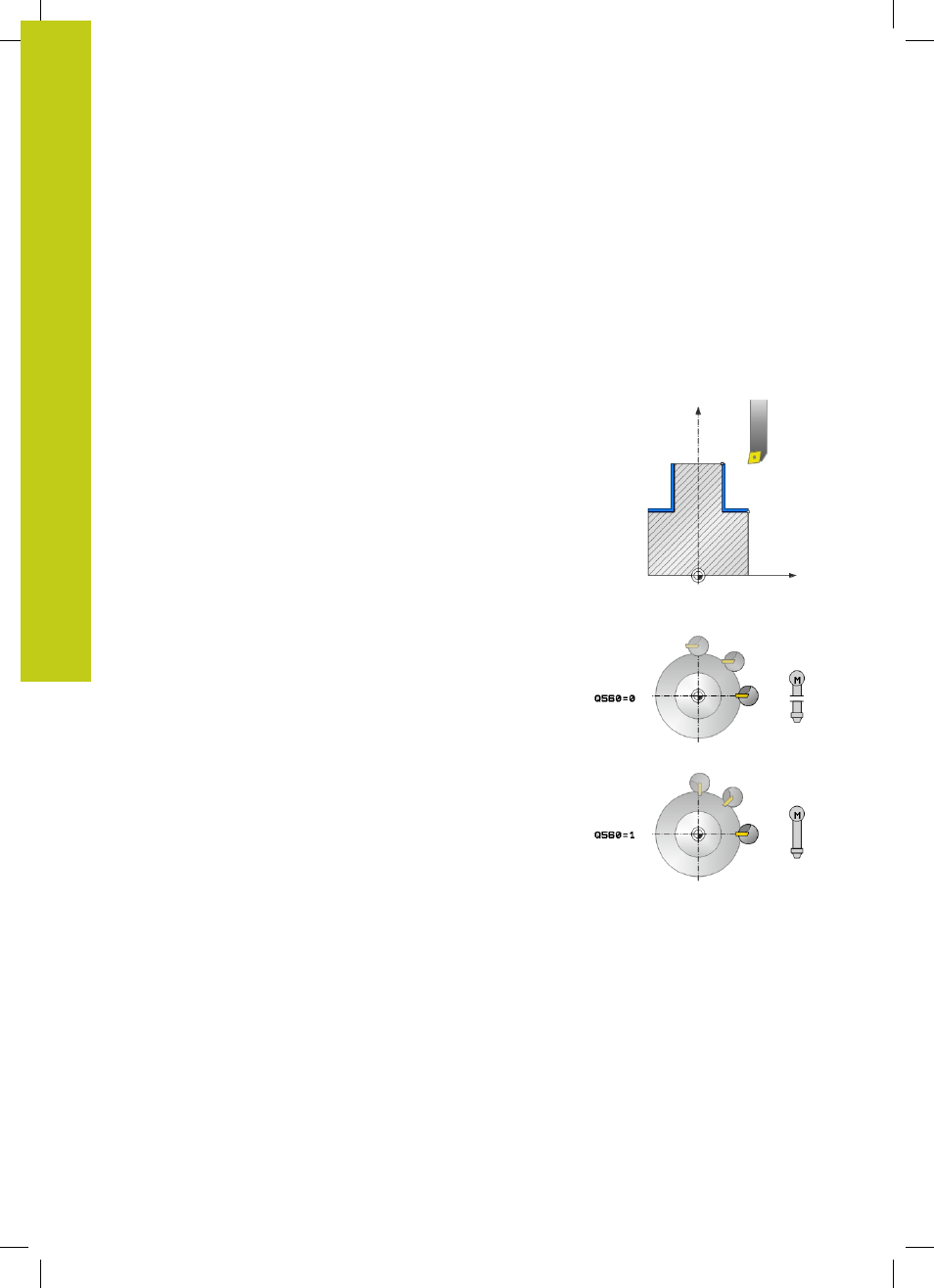
недорезами в данном цикле невозможна. Путем ввода Q560=1
можно выполнить точение контура, резец будет направлен
на центр окружности. Введите Q560=0, чтобы выполнить
фрезерование контура без смены ориентации шпинделя.
Ход цикла, Q560=1: точение контура
1 ЧПУ выполняет сначала остановку шпинделя (М5).
2 ЧПУ ориентирует инструментальный шпиндель на
указанный центр вращения. При этом учитывается
введенный угол Q336. Дополнительно учитывается значение
"ORI" из таблицы токарного инструмента (toolturn.trn), если
оно было задано.
3 Теперь инструментальный шпиндель привязан к позиции
линейных осей. Шпиндель следует за заданной позицией
главных осей.
4 ЧПУ позиционирует инструмент на радиус начала контура
Q491 с учетом типа обработки Снаружи/изнутри Q529 и
бокового безопасного расстояния Q357. Описанный контур
не удлиняется автоматически на значение безопасного
расстояния. Удлинение контура следует запрограммировать
в подпрограмме. ЧПУ выполняет позиционирование на
ускоренном ходу в направлении инструментальной оси в
начальную точку контура в начале обработки!
В начальной
точке контура не должен выступать материал!
5 Система ЧПУ создает заданный контур с помощью
точения с интерполяцией. При этом главные оси плоскости
обработки описывают движение по окружности, в то
время, как ось шпинделя подводится перпендикулярно
поверхности.