Ход цикла, Версия по 1) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 232
Циклы обработки: боковая поверхность цилиндра
8.3
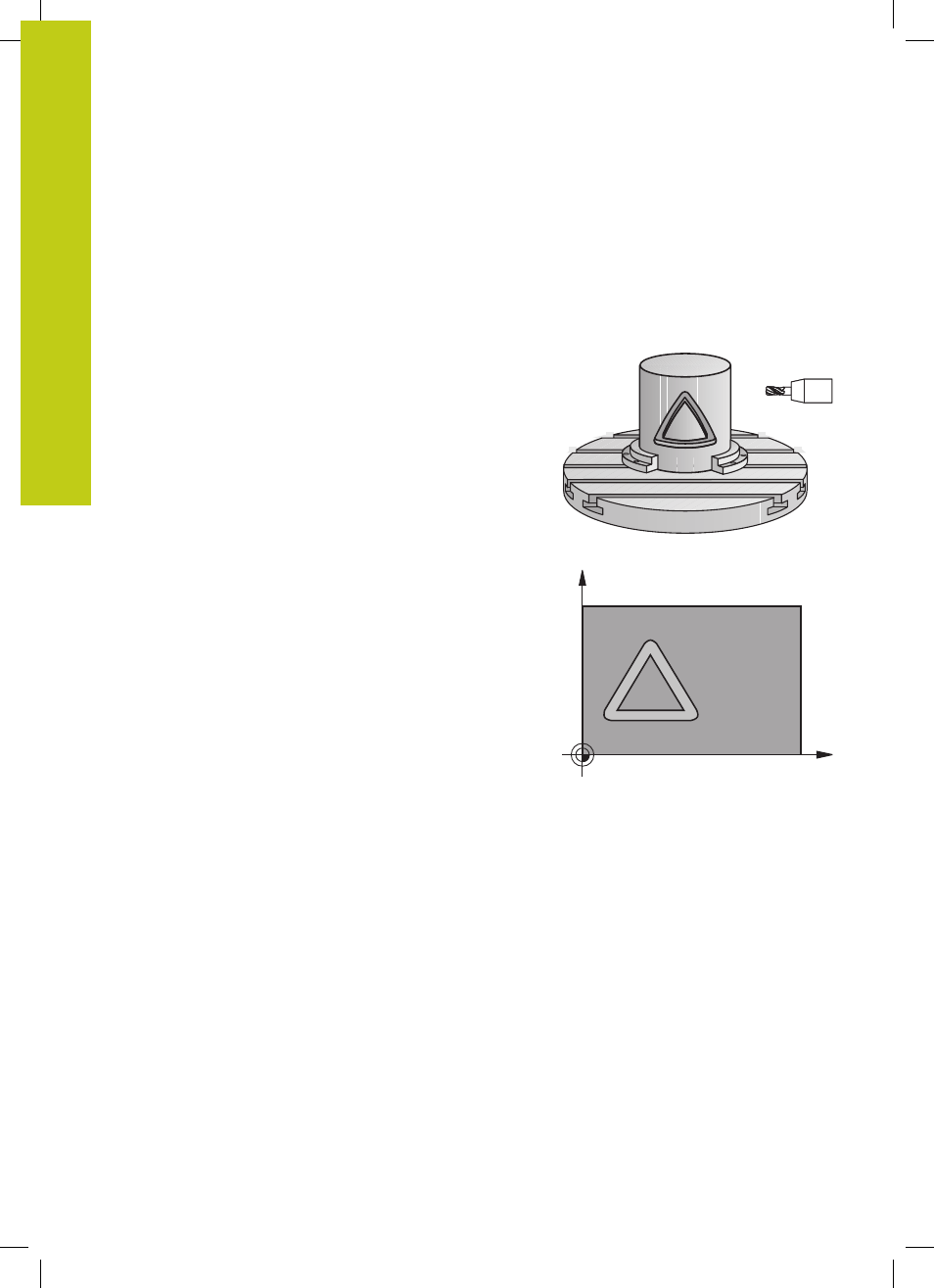
БОКОВАЯ ПОВЕРХНОСТЬ ЦИЛИНДРА Фрезерование выемки
(Цикл 28, DIN/ISO: G128 версия ПО 1)
8
232
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
8.3
БОКОВАЯ ПОВЕРХНОСТЬ
ЦИЛИНДРА Фрезерование выемки
(Цикл 28, DIN/ISO: G128 версия ПО
1)
Ход цикла
С помощью этого цикла определенную на образующей
направляющую канавку можно перенести на боковую
поверхность цилиндра. В отличие от цикла 27, в этом цикле
система ЧПУ так устанавливает инструмент, что при активной
поправке на радиус, стенки всегда находятся параллельно
друг к другу. Стенки, расположенные ровно параллельно друг к
другу, можно получить, используя инструмент той же ширины,
что и канавка.
Чем меньше инструмент по отношению к ширине канавки,
тем большие искажения возникают при выполнении круговых
траекторий и наклонных прямых. Для минимизации данных
искажений, обусловленных процессом, можно определить
параметр Q21. Данный параметр позволяет указать
значение допуска, с помощью которого ЧПУ выполняет
канавку приблизительно той же величины, что и с помощью
инструмента, диаметр которого соответствует ширине канавки.
Запрограммируйте траекторию центра контура с указанием
поправки на радиус инструмента. Через поправку на радиус
оператор определяет, как ЧПУ будет проделывать канавку -
попутно или встречно.
1 УЧПУ позиционирует инструмент над пунктом врезания
2 ЧПУ перемещает инструмент перпендикулярно на первую
глубину врезания. Подвод производится по касательной
или по прямой с подачей фрезерования Q12. Характер
подвода зависит от параметров ConfigDatum, CfgGeoCycle,
apprDepCylWall.
3 На первой глубине подвода инструмент фрезерует
вдоль стенки канавки с рабочей подачей Q12; при этом
учитывается припуск на чистовую обработку со стороны.
4 В конце контура ЧПУ смещает инструмент на
противолежащую стенку канавки и перемещается обратно к
точке врезания.
5 Шаги 2 и 3 повторяются до тех пор, пока будет достигнута
запрограммированная глубина фрезерования Q1.
6 Если оператор дефинировал допуск Q21, то УЧПУ
выполняет дополнительную обработку, для получения
параллельных стенок канавки, с максимальной точностью.
7 Затем инструмент возвращается по оси инструмента
на безопасную высоту или на последнюю
запрограммированную до цикла позицию. В зависимости от
параметров ConfigDatum, CfgGeoCycle, posAfterContPocket.
Y (Z)
X (C)