Применение, Смотри "настройка, Системывращения (цикл 800, din/iso: g800) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) Cycle programming
Страница 334: Настройка системывращения (цикл 800, Din/iso: g800)
Циклы: Вращение
12.2 НАСТРОЙКА СИСТЕМЫВРАЩЕНИЯ
(Цикл 800, DIN/ISO: G800)
12
334
TNC 640 | Рук/оводствопользователя Программированиециклов | 5/2015
12.2
НАСТРОЙКА СИСТЕМЫ
ВРАЩЕНИЯ
(Цикл 800, DIN/ISO: G800)
Применение
Эта функция должна быть адаптирована к
системе ЧПУ производителем станка. Следуйте
указаниям инструкции по обслуживанию станка!
Для выполнения токарной обработки следует установить
инструмент в соответствующее положение в отношении
токарного шпинделя. Кроме того, вы можете использовать цикл
800 НАСТРОЙКА ТОКАРНОЙ СИСТЕМЫ
.
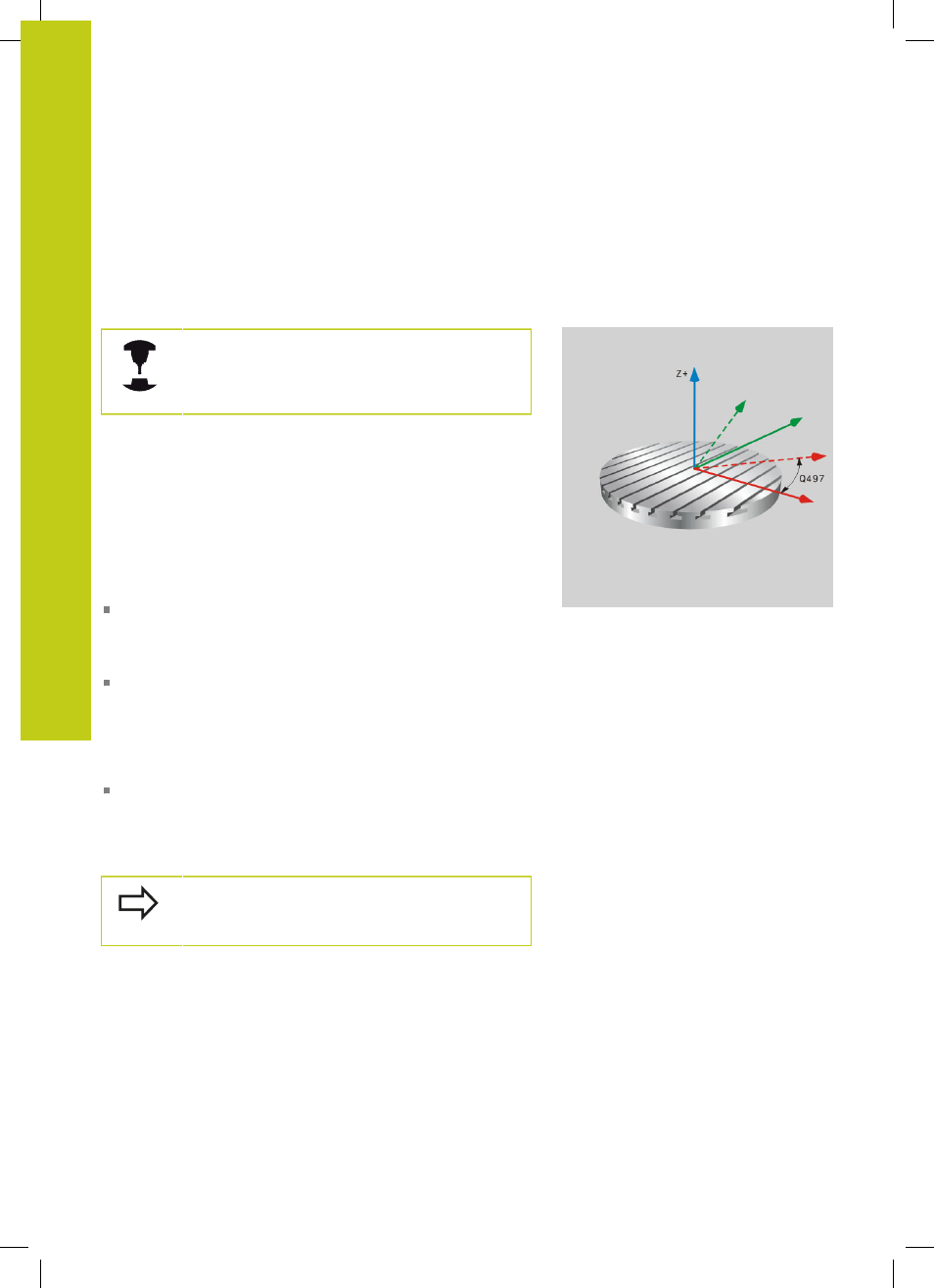
Во время токарной обработки важно учитывать угол наклона
между инструментом и токарным шпинделем для обеспечения
возможности обработки и поднурения установленных в
виде примера контуров. В цикле 800 имеются различные
возможности настройки системы координат для установленной
обработки:
Если вы уже задали позицию оси качания для
установленного режима обработки, при помощи цикла
800 вы можете отцентрировать систему координат по
расположению осей качания (Q530=0)
Цикл 800 рассчитывает требуемый угол оси качания на
основе угла наклона Q531. В зависимости от выбранной
стратегии в параметре УСТАНОВЛЕННАЯ ОБРАБОТКА
Q530
система ЧПУ позиционирует ось качания с
компенсационным перемещением (Q530=1) или без него
(Q530=2)
Цикл 800 рассчитывает требуемый угол оси качания
на основе угла наклона Q531, но не выполняет
позиционирование оси качания (Q530=3). Вам нужно самим
позиционировать ось качания по циклу по рассчитанным
значениям Q120 (ось A), Q121 (ось B) и Q122 (ось C).
Если вы измените позицию оси качания, тогда вам
нужно будет снова выполнить цикл 800, для того
чтобы настроить систему координат