Выбор точки привязки – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) ISO programming
Страница 98
Программирование: основы, управление файлами
3.1
Основные положения
3
98
TNC 620 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
Выбор точки привязки
Согласно чертежу заготовки определенный элемент заготовки
устанавливается в качестве абсолютной точки привязки
(нулевой точки), в большинстве случаев это угол заготовки.
При назначении координат точки привязки оператор вначале
выверяет заготовку по отношению к осям станка и переводят
инструмент в известное положение относительно заготовки
для каждой оси. Для этой позиции индикация системы ЧПУ
обнуляется или устанавливается на заданное значение
положения. Таким образом, устанавливается связь заготовки с
базовой системой координат, используемой для индикации ЧПУ
или для программы обработки.
Если на чертеже заготовки заданы относительные точки
привязки, просто воспользуйтесь циклами преобразования
координат (см. в руководстве пользователя "Циклы", "Циклы
преобразования координат").
Если на чертеже заготовки не назначены размеры,
соответствующие NC-системе, следует выбрать позицию или
угол заготовки в качестве точки привязки, на основании которой
можно наиболее простым способом определить размерные
данные остальных позиций заготовки.
Особенно удобно точки привязки назначаются с помощью
трехмерного измерительного щупа фирмы HEIDENHAIN.
См. руководство пользователя "Программирование
циклов": "Установка точки привязки с помощью трехмерного
измерительного щупа".
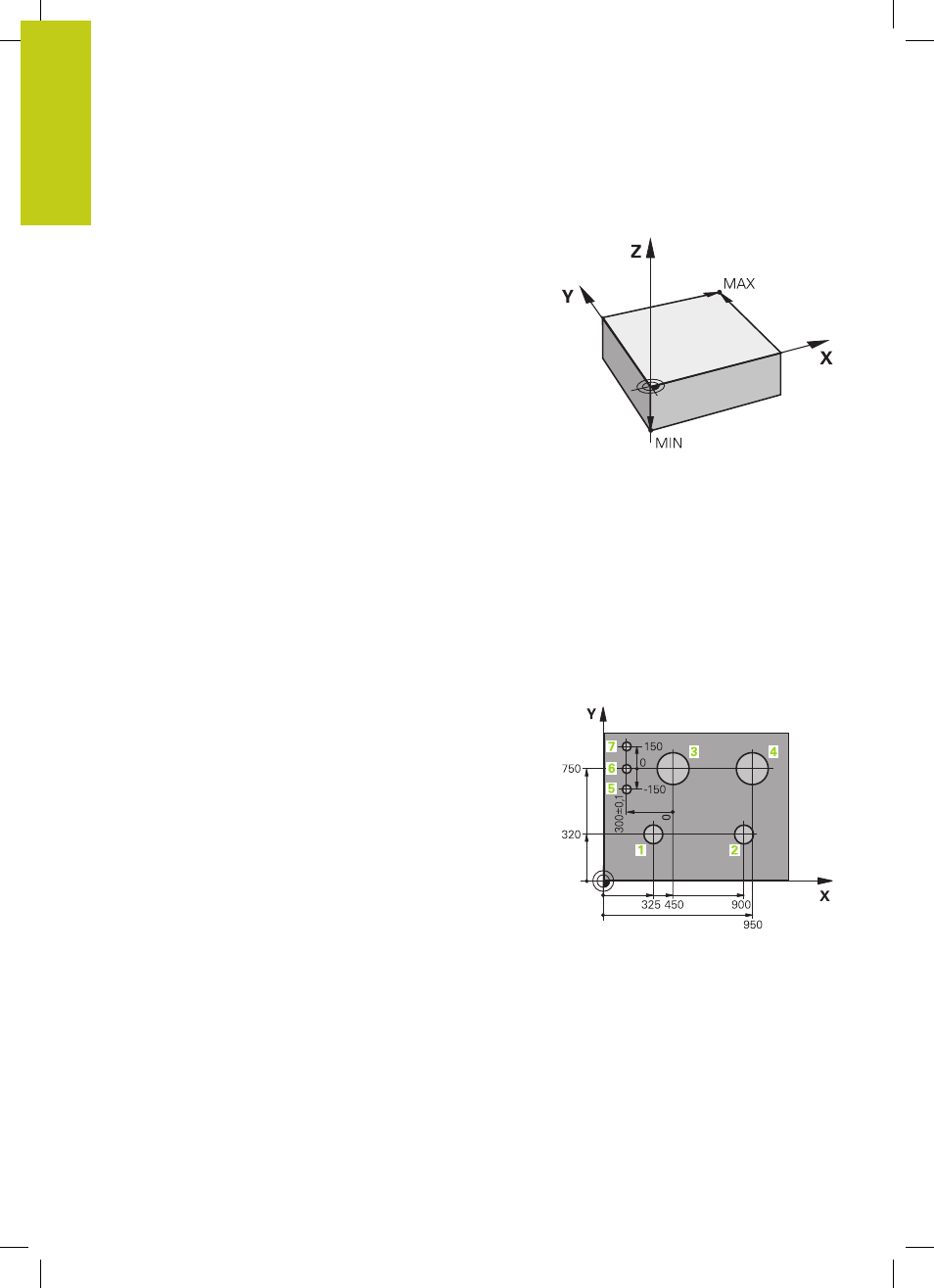
Пример
На эскизе заготовки показаны отверстия (
1
-
4
), размеры
которых назначаются относительно абсолютной точки
привязки с координатами X=0 Y=0. Отверстия (
5
-
7
) связаны с
относительной точкой привязки с абсолютными координатами
X=450 Y=750. С помощью цикла СМЕЩЕНИЕ НУЛЕВОЙ
ТОЧКИ
можно временно сместить нулевую точку в позицию
X=450, Y=750 для программирования отверстий (
5
-
7
) без
дополнительных перерасчетов.