Полная обработка разомкнутых углов контура: m98 – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) ISO programming
Страница 361
Дополнительные функции для определения характеристик
контурной обработки
10.4
10
TNC 620 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
361
Примеры NC-кадров
N50 G99 G01 ... R+20 *
Большой радиус инструмента
...
N130 X ... Y ... F ... M97 *
Подвод к точке контура 13
N140 G91 Y-0,5 ... F ... *
Обработка небольшого выступа контура 13 и 14
N150 X+100 ... *
Подвод к точке контура 15
N160 Y+0,5 ... F ... M97 *
Обработка небольшого выступа контура 15 и 16
N170 G90 X ... Y ... *
Подвод к точке контура 17
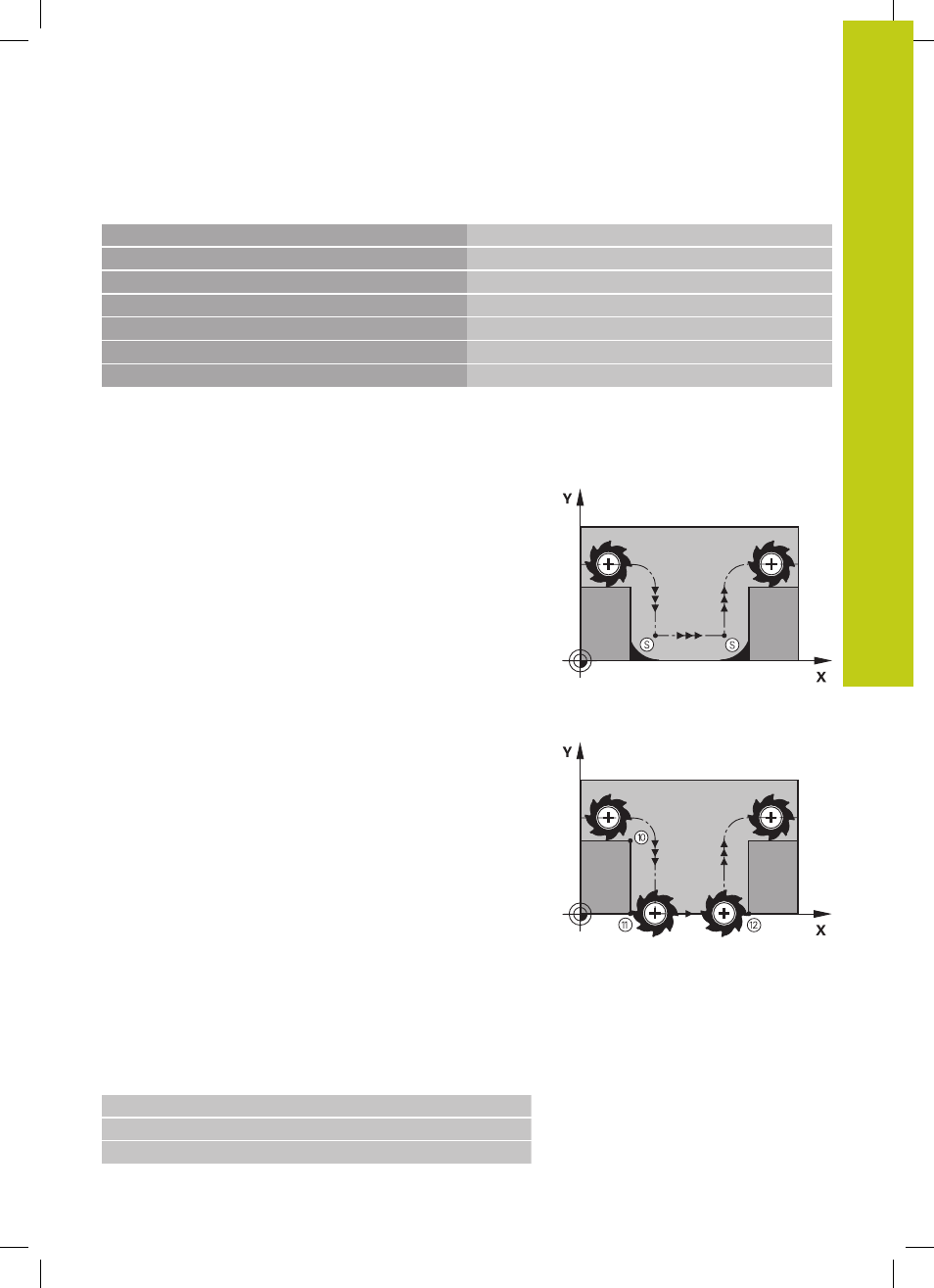
Полная обработка разомкнутых углов контура:
M98
Стандартная процедура
ЧПУ определяет на внутренних углах точку пересечения
траекторий фрезы и начинает перемещать инструмент в новом
направлении, начиная с этой точки.
Если контур разомкнут на углах, это приводит к неполной
обработке:
Процедура работы с M98
С помощью дополнительной функции M98 ЧПУ подводит
инструмент так, чтобы каждая точка контура обрабатывалась:
Действие
M98 действует только в тех кадрах программы, в которых была
запрограммирована M98.
M98 действует в конце кадра.
Примеры NC-кадров
Поочередный подвод к точкам контура 10, 11 и 12:
N100 G01 G41 X ... Y ... F ... *
N110 X ... G91 Y ... M98 *
N120 X+ ... *