Пример: fk-программирование 1 – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) ISO programming
Страница 252
Программирование: программирование контуров
6.6
Движения по траектории – Программирование cвободного
контура FK (номер опции #19)
6
252
TNC 620 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
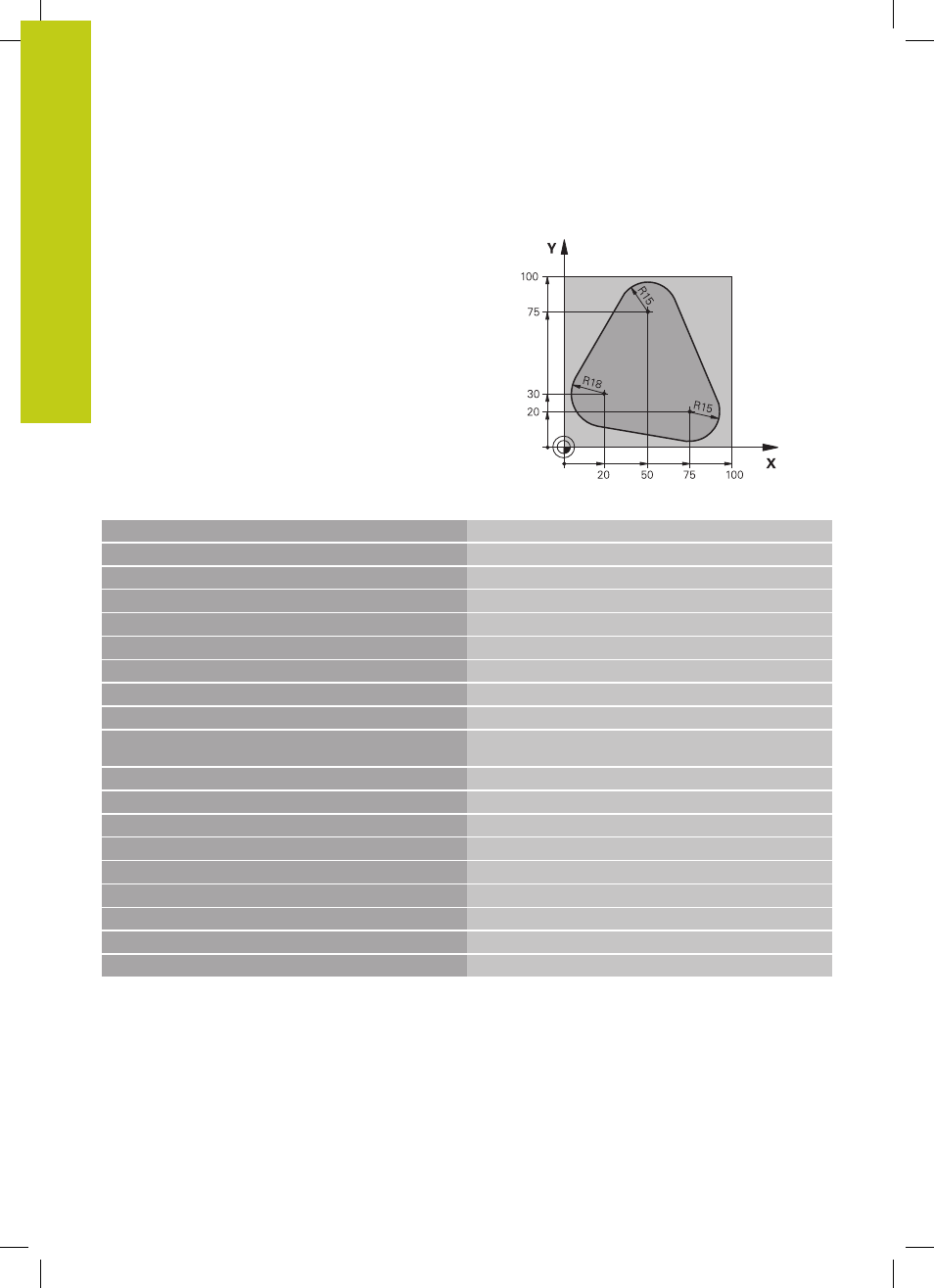
Пример: FK-программирование 1
%FK1 G71*
N10 G30 G17 X+0 Y+0 Z-20*
Определение заготовки
N20 G31 X+100 Y+100 Z+0*
N30 T 1 G17 S500*
Вызов инструмента
N40 G00 G90 Z+250 G40 M3*
Отвод инструмента
N50 G00 X-20 Y+30 G40*
Предварительное позиционирование инстумента
N60 G01 Z-10 G40 F1000*
Перемещение на глубину обработки
N70 APPR CT X+2 Y+30 CCA90 R+5 G41 F250*
Подвод к контуру по окружности с плавным переходом
N80 FC DR- R18 CLSD+ CCX+20 CCY+30*
FK-фрагмент:
N90 FLT*
Задайте известные данные для каждого элемента
контура
N100 FCT DR- R15 CCX+50 CCY+75*
N110 FLT*
N120 FCT DR- R15 CCX+75 CCY+20*
N130 FLT*
N140 FCT DR- R18 CLSD- CCX+20 CCY+30*
N150 DEP CT CCA90 R+5 F2000*
Отвод от контура по окружности с плавным переходом
N160 G00 X-30 Y+0*
N170 G00 Z+250 M2*
Отвод инструмента, конец программы
N99999999 %FK1 G71*