Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) ISO programming
Страница 216
Программирование: программирование контуров
6.3
Вход в контур и выход из контура
6
216
TNC 620 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
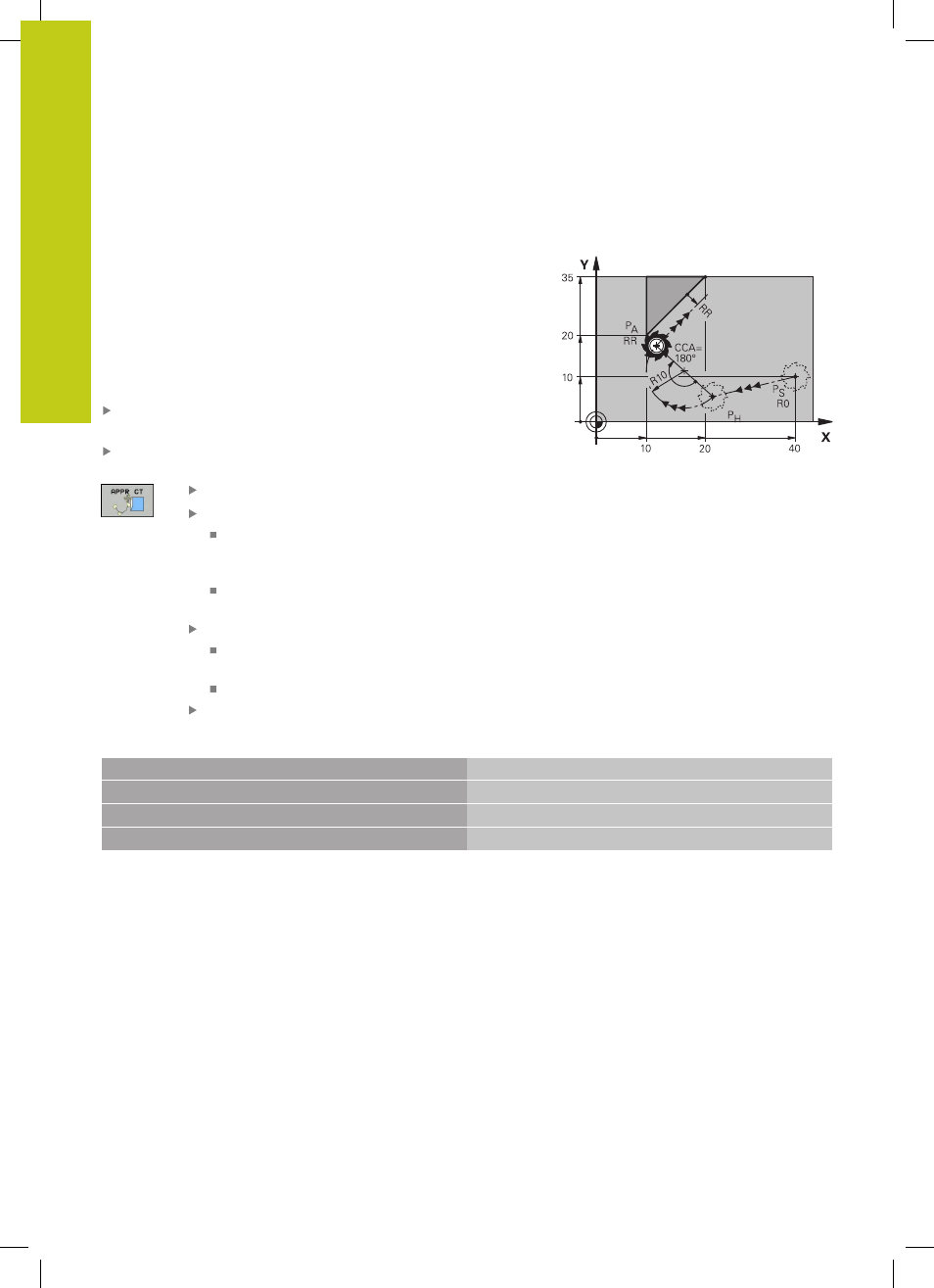
Наезд по круговой траектории с тангенциальным
примыканием: APPR CT
Система ЧПУ перемещает инструмент по прямой от точки
старта P
S
к вспомогательной точке P
H
. Оттуда она перемещает
его по круговой траектории, плавно переходящей в первый
элемент контура, к первой точке контура P
A
.
Круговая траектория от точки P
H
к P
A
определяется на
основании радиуса R и центрального угла CCA. Направление
круговой траектории задается выполнением первого элемента
контура.
Произвольная функция траектории: выполните подвод к
начальной точке P
S
Начните диалог при помощи кнопки APPR/DEP и клавиши
Softkey APPR CT:
Координаты первой точки контура P
A
Радиус R круговой траектории
Подвод к заготовке со стороны,
определенной поправкой на радиус: введите
положительное значение для переменной R.
Подвод к заготовке с одной из ее сторон:
введите отрицательное значение для R.
Центральный угол CCA круговой траектории
Для CCA должно задаваться только
положительное значение.
Максимальное значение ввода 360°
Поправка на радиус G41/G42 для обработки
R0=G40; RL=G41; RR=G42
Примеры NC-кадров
N70 G00 X+40 Y+10 G40 M3
PS подвод без поправки на радиус
N80 APPR CT X+10 Y+20 Z-10 CCA180 R+10 G42 F100
PA с поправкой на радиус G42, радиус R=10
N90 G01 X+20 Y+35
Конечная точка первого элемента контура
N100 G01 ...
Следующий элемент контура