Перемещение осей станка 14.2 – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) ISO programming
Страница 447
Перемещение осей станка 14.2
14
TNC 620 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
447
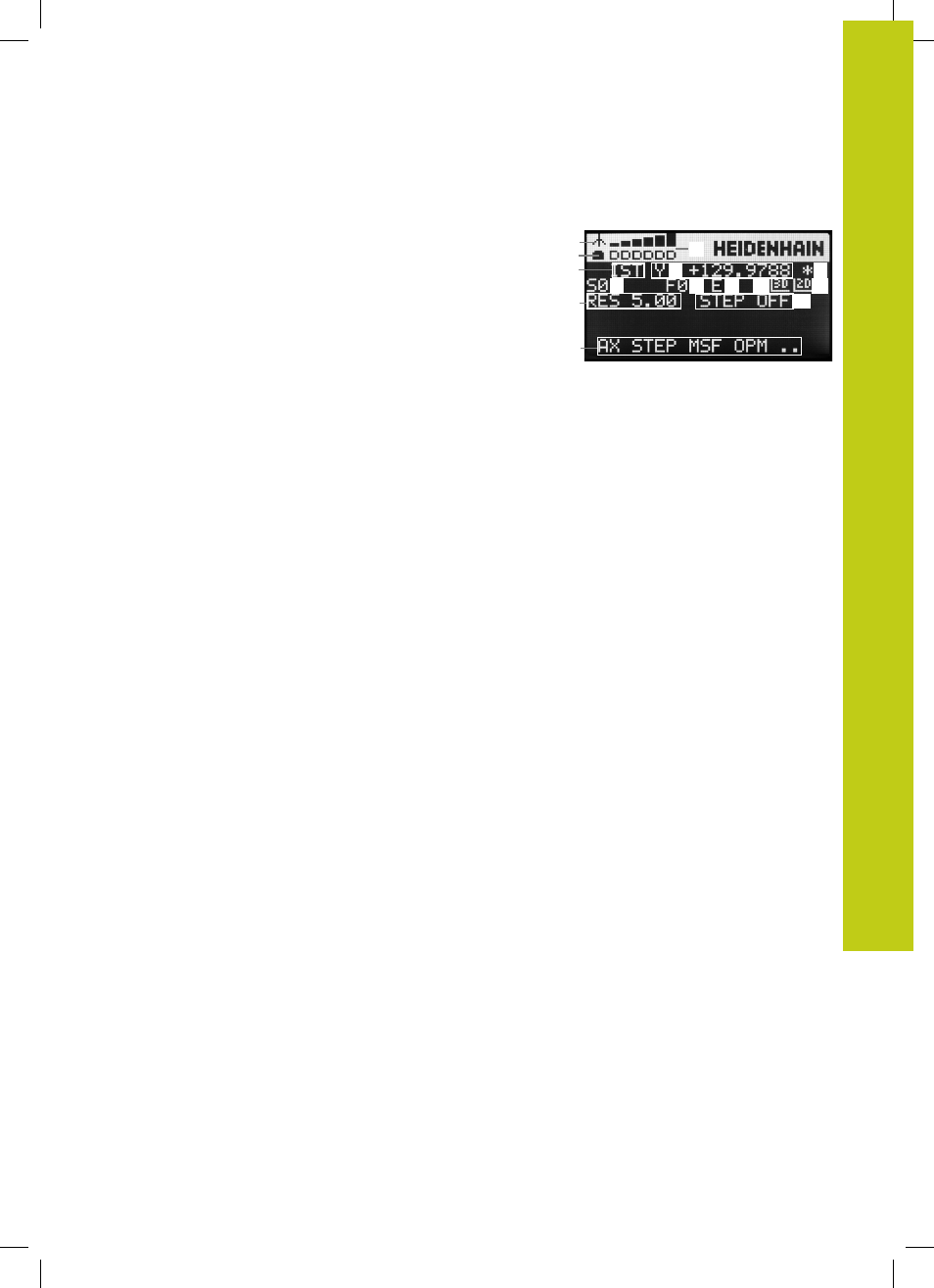
Дисплей маховика
1
Только у радиомаховичка HR 550 FS
: Индикация того,
находится ли маховичок в док-станции или активен
радиорежим
2
Только у радиомаховичка HR 550 FS
: Индикация силы
поля, 6 полос = максимальная сила поля
3
Только у радиомаховичка HR 550 FS
: Заряд
аккумулятора, 6 полос = максимальный заряд. Во время
зарядки полосы мигают бегущей волной слева направо
4 IST: тип отображения позиции
5 Y+129.9788: координата по выбранной оси
6 *: STIB (от нем. "Steuerung in Betrieb" = система ЧПУ
эксплуатируется); запущена отработка программы или
перемещается ось
7 S0: текущая скорость вращения шпинделя
8 F0: текущая подача, с которой выбранная ось
перемещается в данный момент
9 E: ожидает сообщение об ошибке
10 3D: активна функция "Наклон плоскости обработки"
11 2D: активна функция "Разворот плоскости обработки"
12 RES 5.0: активное разрешение маховичка. Путь в мм/оборот
(°/оборот для осей вращения), который проходит выбранная
ось за один оборот маховичка
13 STEP ON или OFF: пошаговое позиционирование активно
или неактивно. Если функция активна, ЧПУ дополнительно
отображает активный шаг перемещения
14 Панель Softkey: выбор различных функций, описываемых в
последующих разделах
14
4
12
5
8
7
7
10
3
2
1
11
13
7
9
7
6