11 примеры программиров ания, Пример: эллипс – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 432
HEIDENHAIN TNC 426, TNC 430
405
10.
11
Примеры
программиров
ания
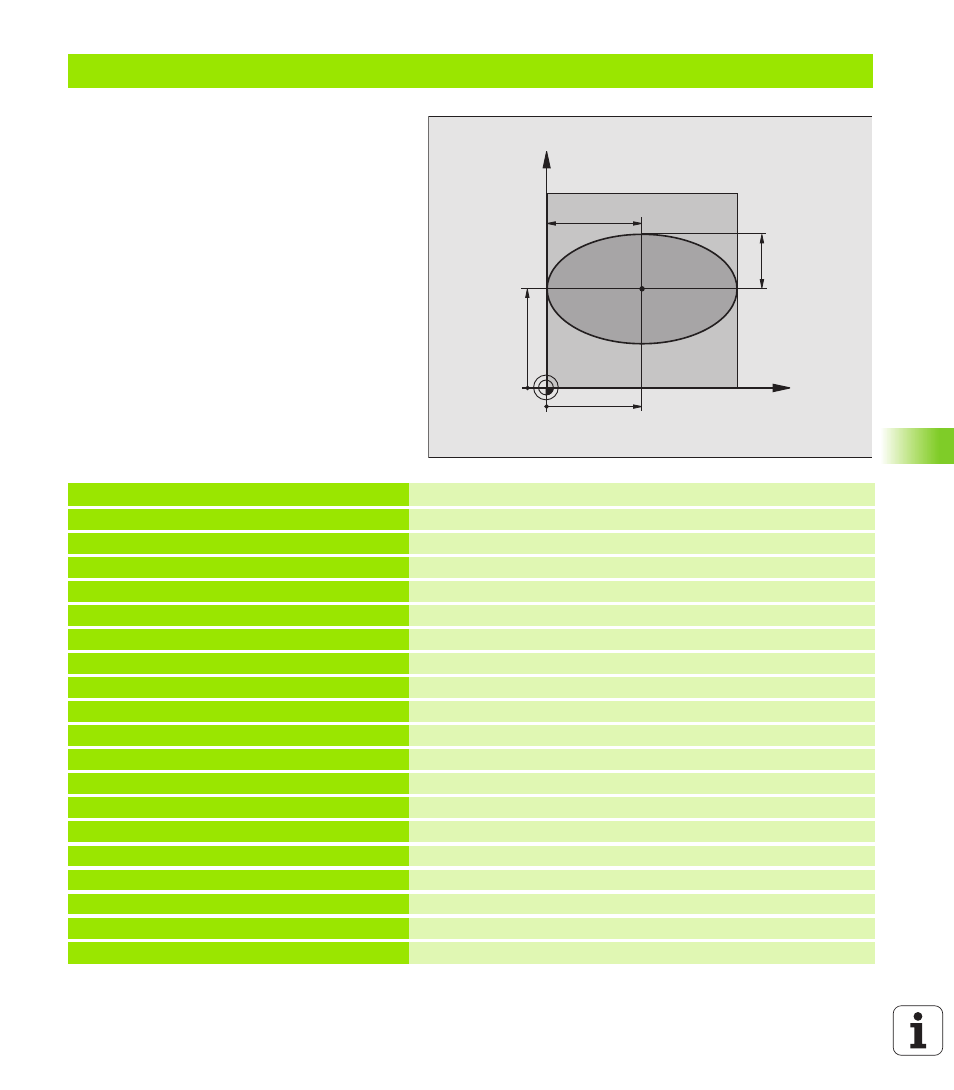
Пример: эллипс
Прохождение программы
n
Контур эллипса создан с помощью многих
небольших отрезков прямой (определяемый
через Q7). Чем больше установленных шагов
расчёта, тем более гладким будет контур.
n
Направление фрезерования установливаем
через угол старта и конечный угол на
поверхности:
Направление обработки по часовой стрелке:
Угол старта > конечный угол
Направление обработки по часовой стрелке:
Угол старта < конечный угол
n
Радиус инструмента не учитывается
0 BEGIN PGM ЭЛЛИПС MM
1 FN 0: Q1 = +50
Центр X-оси
2 FN 0: Q2 = +50
Центр Y-оси
3 FN 0: Q3 = +50
Полуось X
4 FN 0: Q4 = +30
Полуось Y
5 FN 0: Q5 = +0
Угол старта на поверхности
6 FN 0: Q6 = +360
Конечный угол на поверхности
7 FN 0: Q7 = +40
Количество шагов расчёта
8 FN 0: Q8 = +0
Угловое положение эллипса
9 FN 0: Q9 = +5
Глубина фрезерования
10 FN 0: Q10 = +100
Подача на глубину
11 FN 0: Q11 = +350
Подача фрезерования
12 FN 0: Q12 = +2
Безопасное расстояние для предпозиционирования
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Дефиниция загатовки
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2,5
Определение инструмента
16 TOOL CALL 1 Z S4000
Вызов инструмента
17 L Z+250 R0 F MAX
Свободный ход инструмента
18 CALL LBL 10
Вызов обработки
19 L Z+100 R0 F MAX M2
Свободный ход инструмента, конец программы
X
Y
50
50
30
50