Фрезерование пазов (цикл 3), Цикл черновой/чистовой обработки без, Автоматического предпозиционирования – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 305: Вертикальный подвод на глубину
278
8 Программирование: циклы
8.4
Цик
лы
для
фрез
еров
ания
кар
м
анов
(
вые
мек
),
ца
п
ф
и
па
зо
в
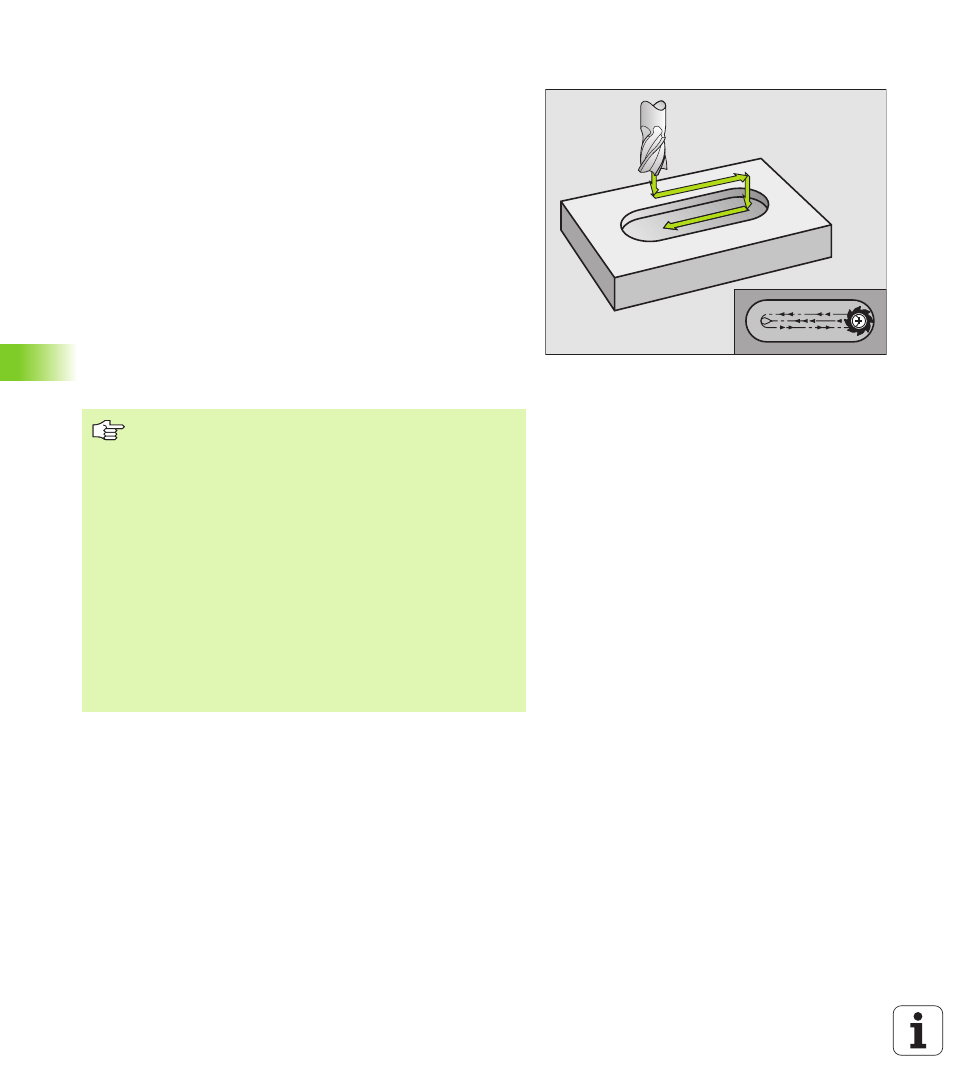
ФРЕЗЕРОВАНИЕ ПАЗОВ (цикл 3)
Черновая обработка
1 УЧПУ смещает инструмент на припуск для чистовой обработки
(половина разницы между шириной паза и диаметром
инструмента) во внутрь. Оттуда инструмент врезает в
загатовку и фрезерует в продольном напрвлении паза
2 В конце паза осуществляется подвод на глубину и инструмент
фрезерует в противоположном направлении. Эта операция
повторяется, пока будет достигнута глубина фрезерования
Чистовая обработка
3 На дне фрезерования УЧПУ перемещает инструмент по
круговой траектории тангенциально к наружному контуру;
затем выполняется чистовая обработка контура попутным
движением (при M3)
4 На конец инструмент перемещается на ускоренном ходу FMAX
обратно на безопасное расстояние. В случае нечётного
количества подводов инструмент перемещается на
безопасном расстоянии к позиции старта
Обратите внимание перед программированием
Использовать фрезу с режущим по середине
торцовым зубом (ДИН 844) или предсверлить в точке
старта.
Предпозиционировать по середине канавки, со
смещением на радиус инструмента в канавку и с
коррекцией радиуса R0.
Диаметр фрезы выбирать не больше ширины канавки
и не меньше половины ширины канавки.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.