Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 311
284
8 Программирование: циклы
8.4
Цик
лы
для
фрез
еров
ания
кар
м
анов
(
вые
мек
),
ца
п
ф
и
па
зо
в
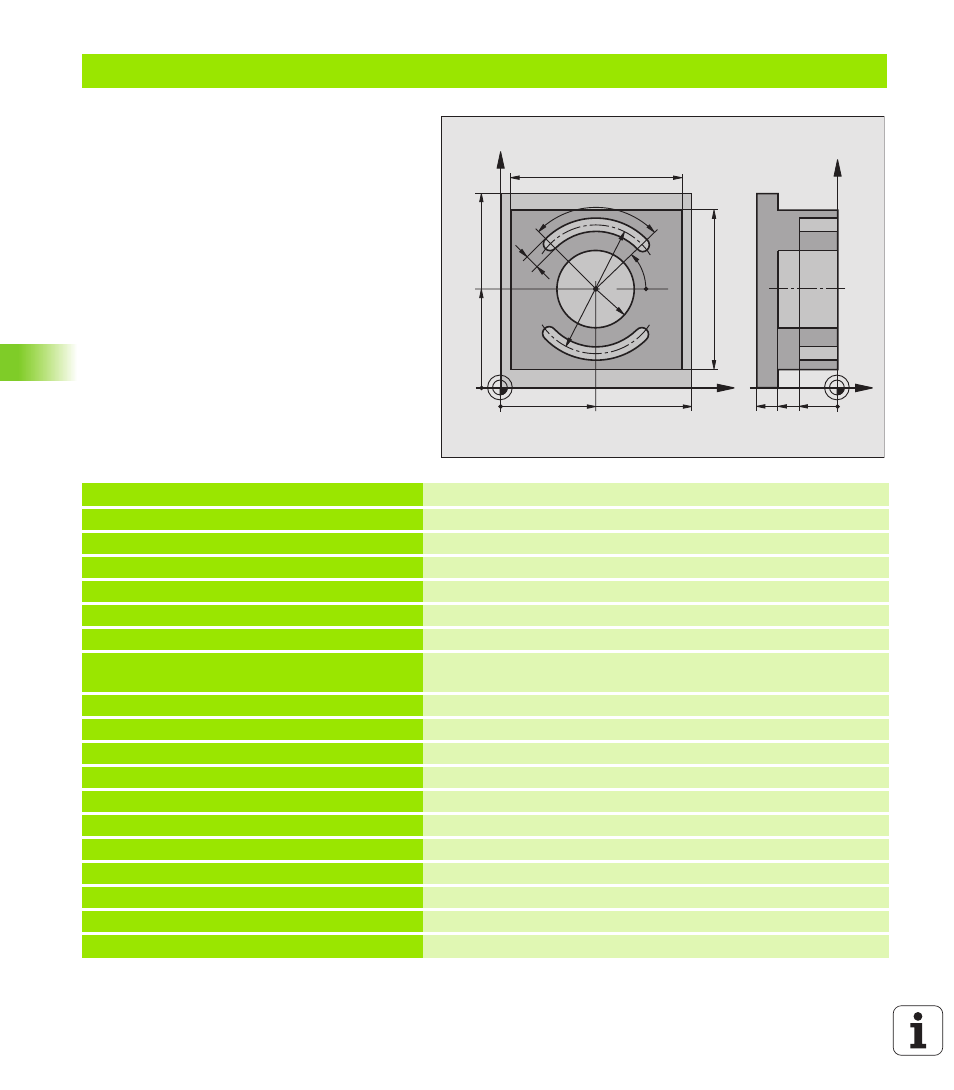
Пример: фрезерование кармана, цапф и канавок
0 BEGIN PGM C210 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Дефиниция загатовки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
Дефиниция инструмента черновая/чистовая обработка
4 TOOL DEF 2 L+0 R+3
Дефиниция инструмента пазовая (дисковая) фреза
5 TOOL CALL 1 Z S3500
Вызов инструмента черновая/чистовая обработка
6 L Z+250 R0 F MAX
Свободный ход инструмента
7 CYCL DEF 213 ЧИСТОВАЯ ОБРАБОТКА
ЦАПФ
Дефиниция цикла Обработка на наружии
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-30 ;ГЛУБИНА
Q206=250 ;F ПОДВОД НА ГЛУБИНУ
Q202=5 ;ГЛУБИНА ПОДВОДА
Q207=250 ;F ФРЕЗЕРОВАНИЕ
Q203=+0 ;КООРД. ПОВЕРХН.
Q204=20 ;2-ОЕ БЕЗ. РАССТОЯНИЕ
Q216=+50 ;СЕРЕДИНА 1-ОЙ ОСИ
Q217=+50 ;СЕРЕДИНА 2-ОЙ ОСИ
Q218=90 ;1-АЯ ДЛИНА БОКА
Q219=80 ;2-АЯ ДЛИНА БОКА
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30