Отработка данных оцифровывания (цикл 30), Для фрезерования плоскостей используя, Данные оцифровывания с несколькими – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 348: Подводами, 7 цик л ы для фрез еров ания пов ер х но стей
HEIDENHAIN TNC 426, TNC 430
321
8.7
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
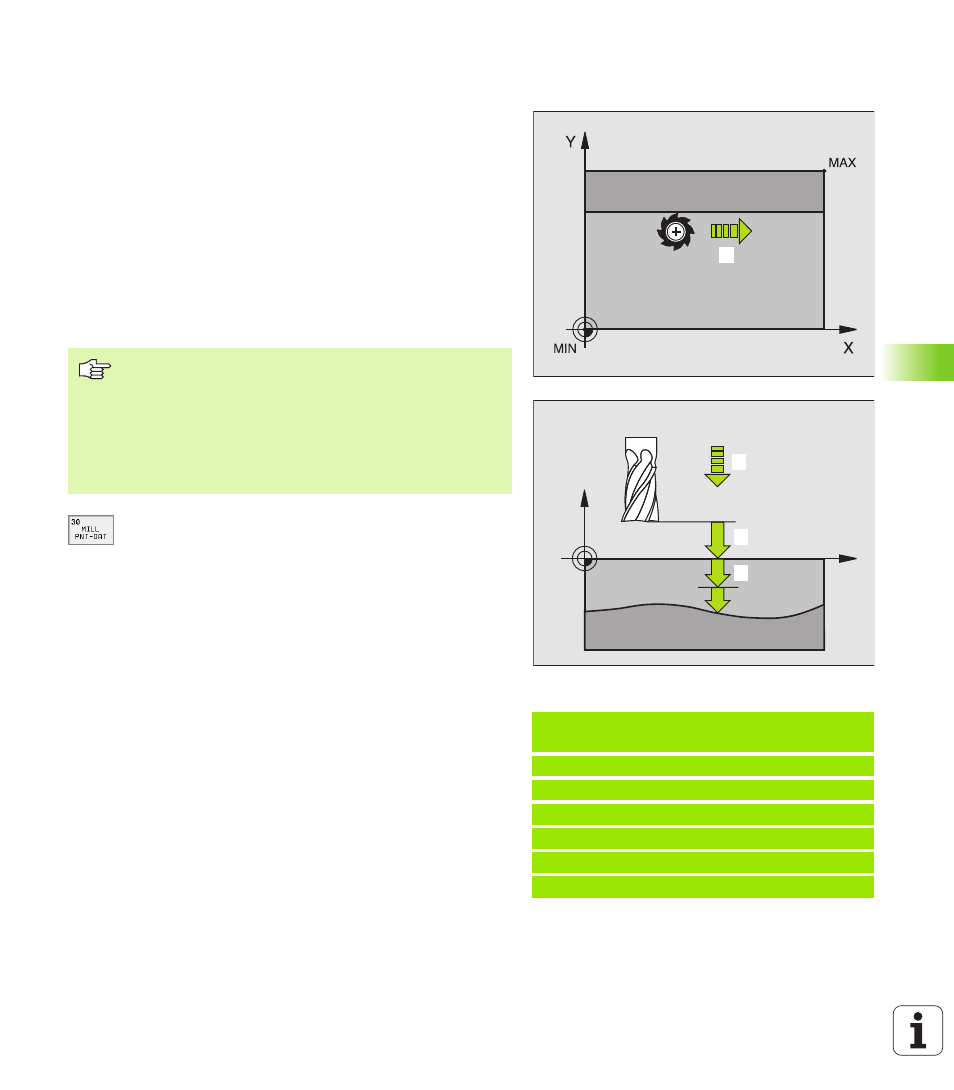
ОТРАБОТКА ДАННЫХ ОЦИФРОВЫВАНИЯ
(цикл 30)
1 УЧПУ позиционирует инструмент на ускоренном ходу FMAX от
актуальной позиции на оси шпинделя на безопасное
расстояние над программированной в цикле MAX-точкой
2 Потом УЧПУ перемещает инструмент с FMAX на плоскости
обработки на программированную в цикле MIN-точку
3 Оттуда инструмент перемещается с подачей подвода на
глубину на первую точку контура
4 Затем УЧПУ отрабатывает все сохраняемые в файле данных
оцифровывания точки с подачей фрезерования, если
требуется УЧПУ передвигается на безопасное расстояние,
для перехода необработанных участков
5 В конце УЧПУ перемещает инструмент с FMAX обратно на
безопасное расстояние
U
U
U
U
PGM имя данные оцифровывания: Ввести имя
файла, сохраняющего данные оцифровывания;
если файл не находится в актуальном списке,
надо ввести полный тракт. Если хотите
отработать таблицу точек, надо указать
дополнительно тип файла .PNT
U
U
U
U
MIN-точка диапазон: Минимальная точка (X-, Y- и
Z-координата) участка, на котором надо
фрезеровать
U
U
U
U
MAX-точка диапазон: Минимальная точка (X-, Y- и
Z-координата) участка, на котором надо
фрезеровать
U
U
U
U
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина подвода
2
(инкрементно): Размер, на
который каждый раз инструмент подводится.
U
U
U
U
Подача на глубину
3
: Скорость перемещения
инструмента при сверлении в мм/мин
U
U
U
U
Подача фрезерования
4
: Скорость перемещения
инструмента при сверлении в мм/мин
U
U
U
U
Дополнительная функция M: Ввод в качестве
опции дополнительной функции, нпр. M13
Пример: ЧУ-предложения
64 CYCL DEF 30.0 ОТРАБОТКА ДАННЫХ
ОЦИФРОВ.
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30.4 РАССТ 2
69 CYCL DEF 30.5 ПОДВОД +5 F100
70 CYCL DEF 30.6 F350 M8
14
X
Z
11
13
12
Обратите внимание перед программированием
С помоьщю цикла 30 можете отработать данные
оцифровывания и PNT-файлы.
Если отрабатываете PNT-файлы, в которых не
содержится координата оси шпинделя, глубина
фрезерования возникает из программированной MIN-
точки оси шпинделя.