6 примеры программиров ания – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 392
HEIDENHAIN TNC 426, TNC 430
365
9.6
Примеры
программиров
ания
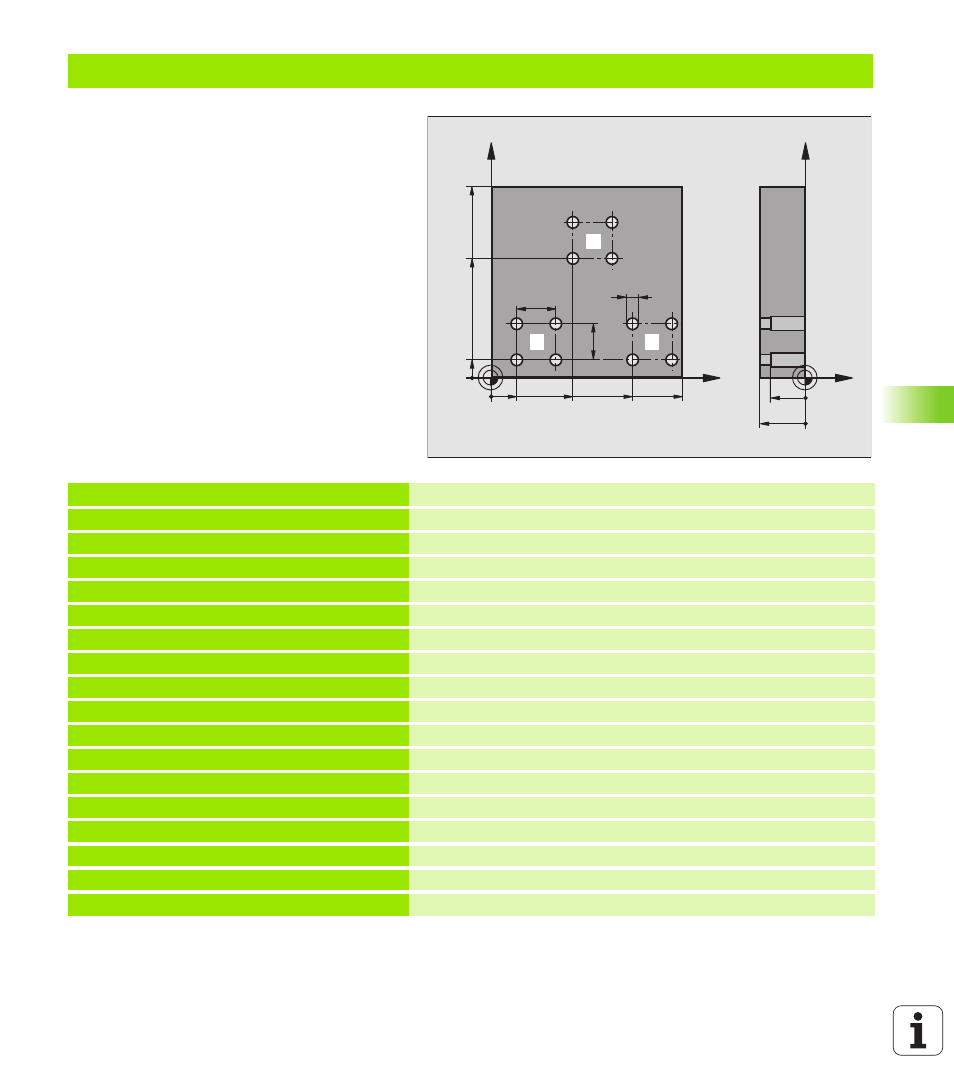
Пример: группа отверстий с помощью нескольких инструментов
Прогон программы
n
Программирование циклов обработки в
главной программе
n
Вызов полного рисунка сверления
(подпрограмма 1)
n
Наезд групп отверстий в подпрограмме 1,
вызов группы отверстий (подпрограмма 2)
n
Программировать группу отверстий только
один раз в подпрограмме 2
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
Определение инструмента центровое сверло
4 TOOL DEF 2 L+0 R+3
Определение инструмента сверло
5 TOOL DEF 3 L+0 R+3,5
Определение инструмента развёртка
6 TOOL CALL 1 Z S5000
Вызов инструмента центровое сверло
7 L Z+250 R0 F MAX
Свободный ход инструмента
8 CYCL DEF 200 СВЕРЛЕНИЕ
Определение цикла Центрирование
Q200=2 ; БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-3 ; ГЛУБИНА
Q206=250 ;F ПОДВОДА НА ГЛУБИНУ
Q202=3 ; ГЛУБИНА ПОДВОДА
Q210=0 ; ВРЕМЯ ПРЕБЫВАНИЯ ВВЕРХУ
Q203=+0 ; КООРД. ПОВЕРХН.
Q204=10 ; 2-ОЕ БЕЗ. РАССТОЯНИЕ
Q211=0.25 ; ВРЕМЯ ПРЕБЫВАНИЯ ВНИЗУ
9 CALL LBL 1
Вызов подпрограммы 1 для полного рисунка сверления
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
2
11
3
1