4 тр ё хм ер н ая к оррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 144
HEIDENHAIN TNC 426, TNC 430
117
5.4
Тр
ё
хм
ер
н
ая
к
оррекция
инстр
умента
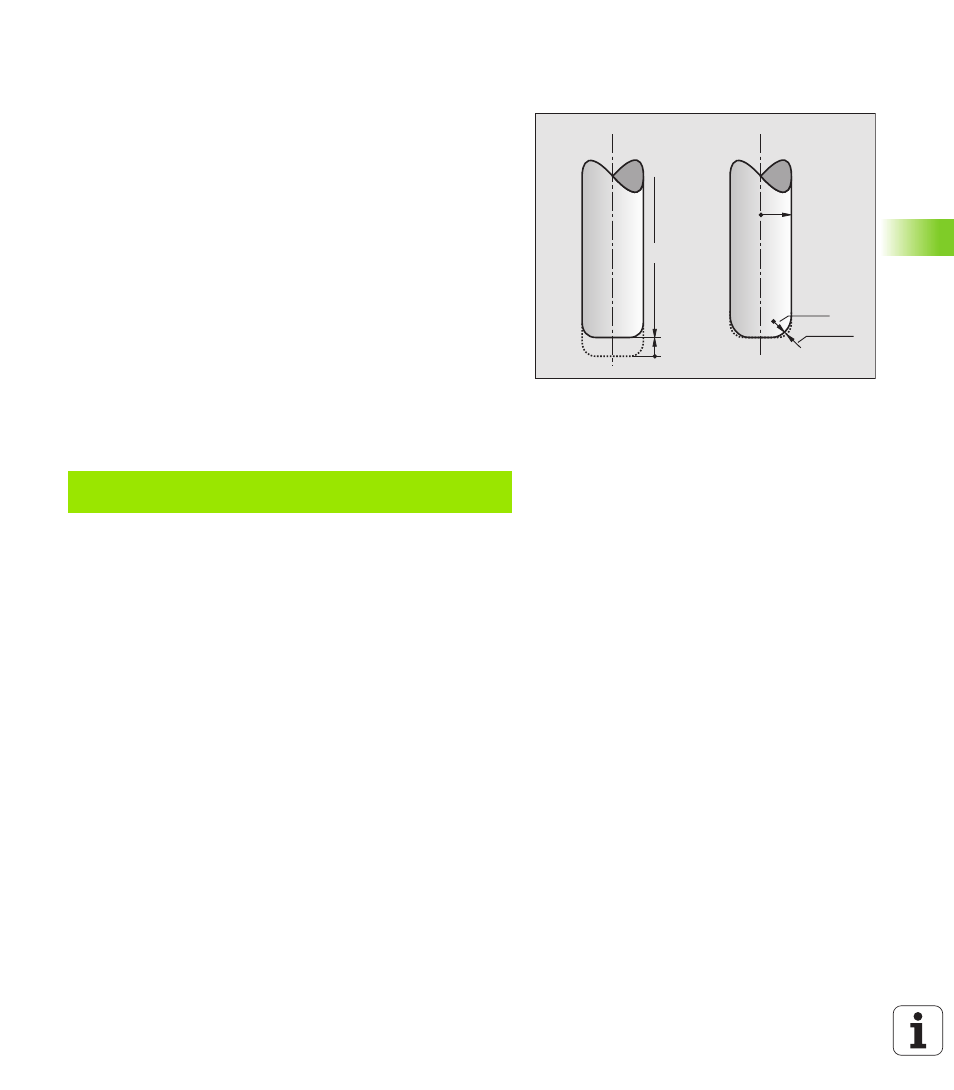
Применение других инструментов: Значения
дельта
Если применяете инструменты, обладающие другими размерами
как это превоначально предусмотрено, то введите разницу длины
и радиуса как значения дельта в таблицу инструментов или в
запись вызова инструмента TOOL CALL:
n
Положительное значение дельта DL, DR, DR2: Размеры
инструмента больше размеров оригнального инструмента
(припуск)
n
Отрицательное значение дельта DL, DR, DR2: Размеры
инструмента меньше размеров оригнального инструмента
(припуск)
УЧПУ корригирует потом положение инструмента на величину
суммы значений дельта из таблицы инструментов и вызова
инструмента.
3D-коррекция без ориентации инструмента
УЧПУ смещает инструмент в направлении нормали поверхности
на сумму значений дельта (таблица инструментов и TOOL CALL).
Пример: Формат предложения с нормалями поверхности
Подачу F и дополнительную функцию M можете ввести и
изменять в режиме работы Программу ввести в память/
редактировать.
Координаты конечной точки скрещивающихся прямых и
компоненты нормали поверхности задаются системой САПР.
Face Milling 3D-коррекция с ориентацией и без
ориентации инструмента
УЧПУ смещает инструмент в направлении нормали поверхности
на сумму значений дельта (таблица инструментов и TOOL CALL).
В случае активного M128 (смотри “Сохранить позицию вершины
инструмента при позиционировании осей наклона (TCPM*):
M128”, страница 200) УЧПУ держить инструмент вертикально к
контуру загатовки, если в LN-предложении не определена
ориентация инструмента.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ-0,8764339 F1000 M3
LN:
Прямая с 3D-коррекцией
X, Y, Z:
Корригированные координаты конечной точки
прямой
NX, NY, NZ: Компоненты нормалей поверхности
F:
Подача
M:
Дополнительная функция