Сверление (цикл 200), С автоматическим, Предпозиционированием, 2-ое – Инструкция по эксплуатации HEIDENHAIN TNC 426 (280 476)
Страница 246: Безопасное расстояние
HEIDENHAIN TNC 426, TNC 430
219
8.3
Цик
лы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
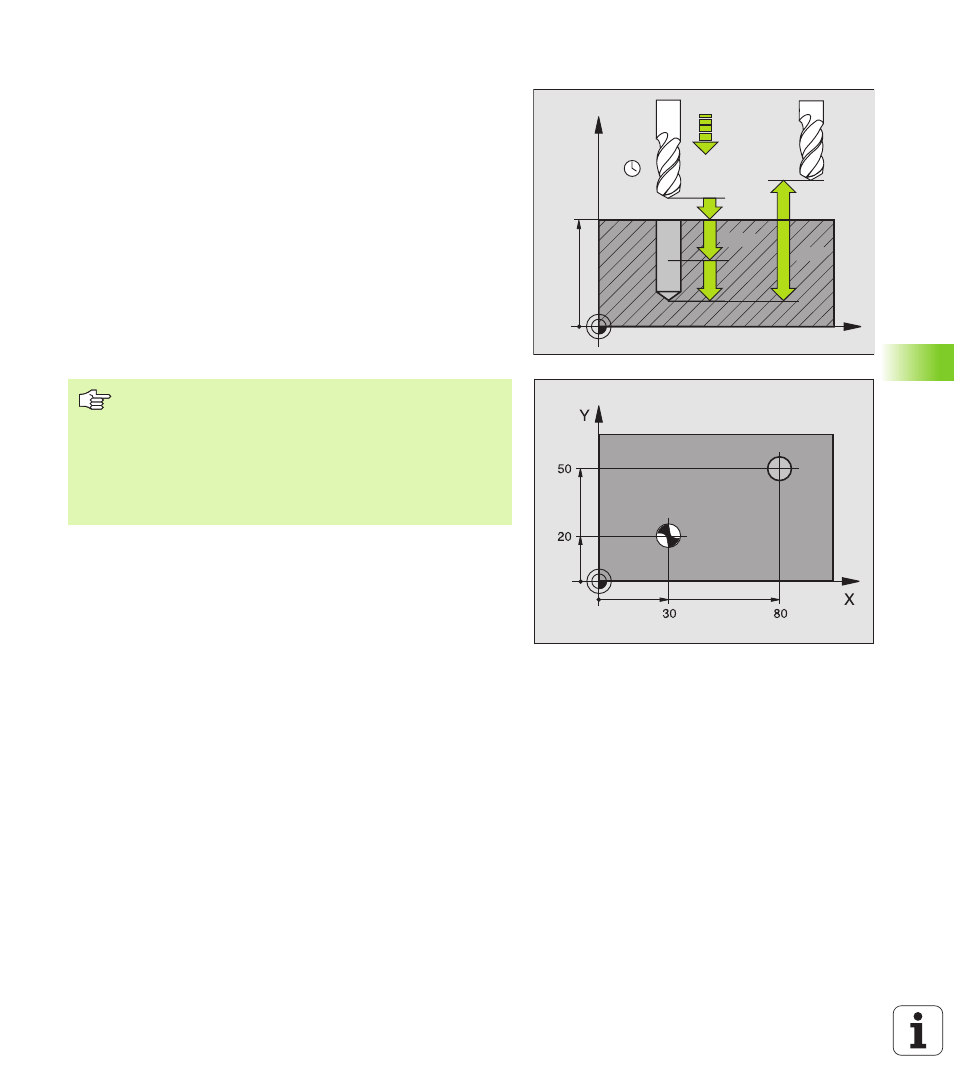
СВЕРЛЕНИЕ (цикл 200)
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе FMAX на безопасное расстояние над
поверхностью загатовки
2 Инструмент сверлит с программированной подачей F до
первой глубины подвода
3 УЧПУ перемещает инструмент с FMAX обратно на безопасное
расстояние, пребывает там - если введено - и перемещается
снова с FMAX на безопасное расстояние над первой глубиной
подачи
4 Потом инструмент сверлит с введённой подачей F на значение
следующей глубины подвода
5 УЧПУ повторяет эту операцию (2 до 4), пока будет достигнута
заданная глубина сверления
6 Со дна свреления инструмент перемещается с FMAX на
безопасное расстояние или если это – введено – на 2-ое
безопасное расстояние
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса R0.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.