Странице 418, 6 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 418
418
8 Программирование: циклы
8.6 SL-
цик
лы
8
Вид простовления размеров? градусы =0 MM/
ДЮЙМЫ=1 Q17: Программировать координаты
оси вращения в подпрограмме в градусах или мм
(дюймах)
8
Ширина распорки Q20: Ширина производимой
распорки
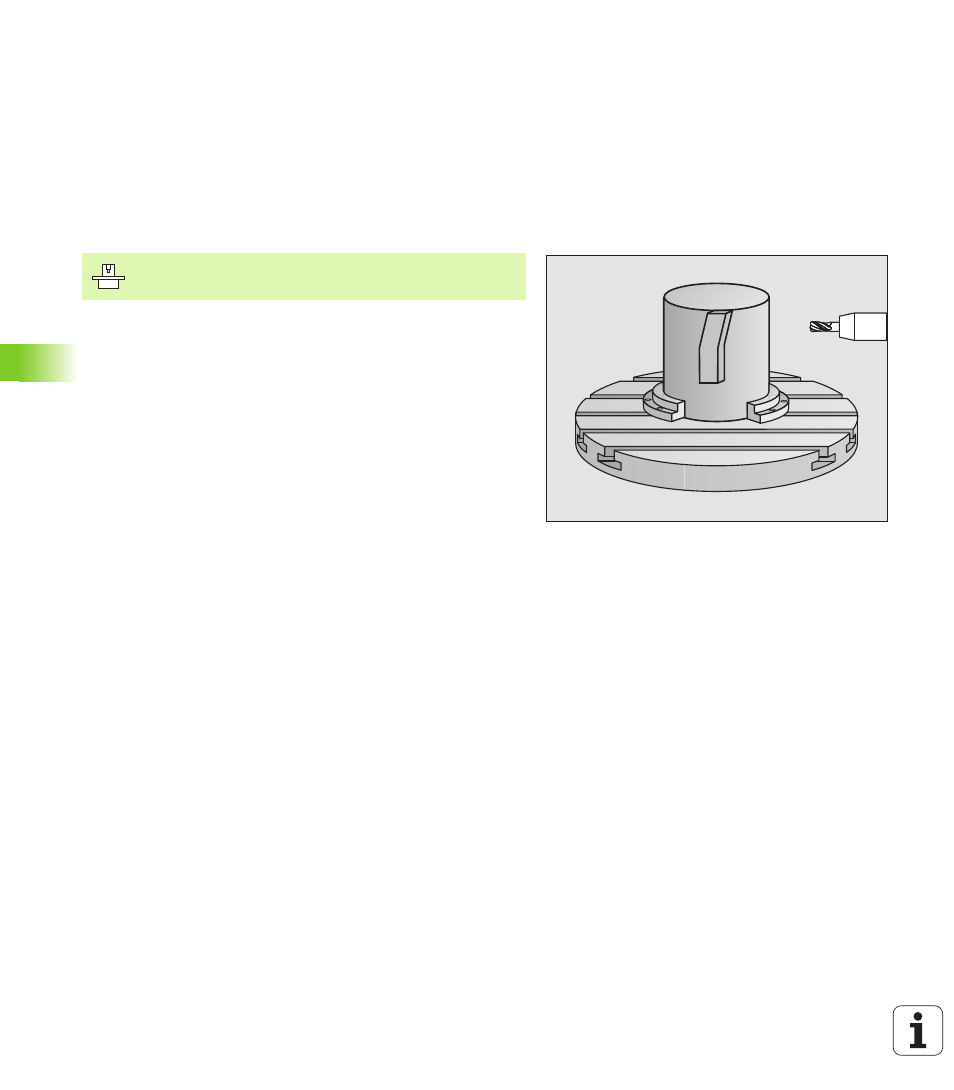
ОБОЛОЧКА ЦИЛИНДРА фрезерование
наружного контура (цикл G139, ПО-опция 1)
С помощью этого цикла можете определённый на развёртке
открытый контур перенести на оболочку цилиндра. УЧПУ так
установливает инструмент в этом цикле, что стенка
фрезерованного контура пробегает всегда паралелльно к оси
цилиндра при активной коррекции радиуса.
В отличие от циклов 28 и 29 определяете в подпрограмме контура
действительно производимый контур.
1 УЧПУ позиционирует инструмент на точкой старта обработки.
Точку старта УЧПУ установливает со смещением на диаметр
инструмента раядом с первой, определенной в подпрограмме
контура точкой
2 После позиционирования на первую глубину подвода УЧПУ,
инструмент перемещается по дуге окружности с подачей
фрезерования Q12 тангенциально к контуру. При
необходимости учитывается припуск на чистовую обработку
бока.
3 На первой глубине подвода инструмент фрезерует с подачей
Q12 вдоль контура, пока дефинированная линия контура не
будет полностью изготовлена.
4 Затем инструмент перемещается тангенциально от стенки
распорки обратно к точке старта обработки
5 Эти шаги 2 до 4 повторяются, пока будет достигнута
программированная глубина фрезерования Q1
6 Затем инструмент возвращается на оси инструментов на
безопасную высоту или на программированную в последнем
перед циклом позицию (зависит от параметра станка 7420)
Станок и УЧПУ должны быть подготовлены
производителем станков.