Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 371
HEIDENHAIN iTNC 530
371
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
па
зо
в
8
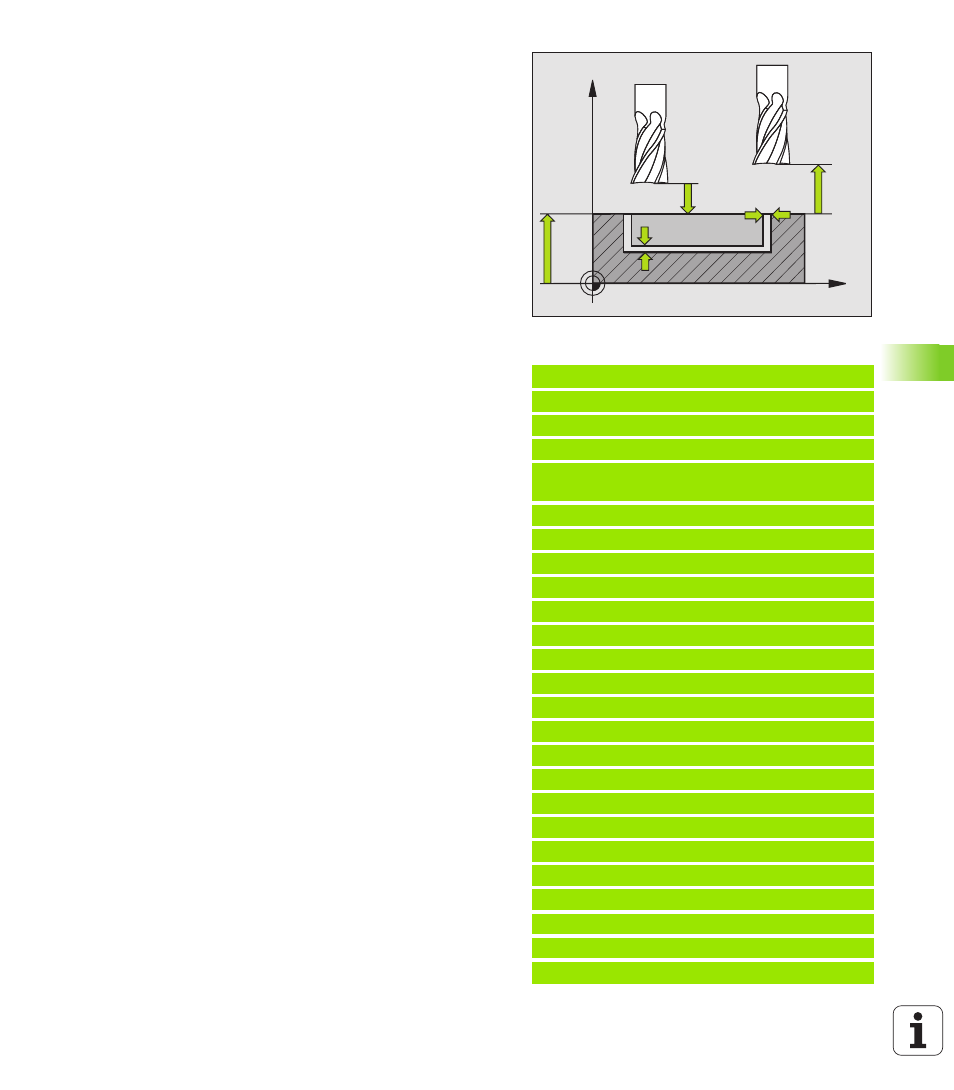
Безопасное расстояние Q200 (инкрементно):
расстояние между торцовой стороной
инструмента и поверхностью детали
8
Kоордината поверхности детали Q203
(абсолютно): абсолютная координата
поверхности загатовки
8
2. Безопасное расстояние Q204 (инкрементно):
Координата оси шпинделя, на которой не может
произойти столкновение инструмента с
загатовкой (зажимным приспособлением)
8
Стратегия погружения Q366: Вид стратегии
погружения:
0 = перпендикулярное погружение. Независимо
от дефинированного в таблицы инструментов
угла погружения кромки ANGLE УЧПУ
погружает инструмент перпендикулярно в
материал
1 = погружение по винтовой линии. В таблицы
инструментов угол погружения для активного
инструмента должен ANGLE быть определен
неровным 0. В другом случае УЧПУ выдает
сообщение об ошибках. Погружать только по
винтовой линии, если достаточно места
2 =погружение качающим движением. В
таблицы инструментов угол погружения для
активного инструмента должен ANGLE быть
определен неравный 0. В другом случае УЧПУ
выдает сообщение об ошибках
8
Подача чистовая обработка Q385: Скорость
перемещения инструмента при чистовой
обработке боков и дна в мм/мин
Пример: ЧУ-кадры
N10 G254 КРУГЛАЯ КАНАВКА
Q215=0
;ОБЪЕМ ОБРАБОТКИ
Q219=12
;ШИРИНА КАНАВКИ
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q375=80
;ДИАМЕТР ДЕЛИТЕЛЬНОЙ
ОКРУЖНОСТИ
Q367=0
;БАЗА ДЛИНА ПАЗА
Q216=+50 ;ЦЕНТР 1. ОСИ
Q217=+50 ;ЦЕНТР 2. ОСИ
Q376=+45 ;УГОЛ СТАРТА
Q248=90
;УГОЛ РАСТВОВА
Q378=0
;ШАГ УГЛА
Q377=1
;КОЛИЧЕСТВО РАБОЧИХ ХОДОВ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1
;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5
;ГЛУБИНА ВРЕЗАНИЯ
Q369=0.1 ;ПРИПУСК ГЛУБИНА
Q206=150 ;ПОДАЧА НА ГЛУБИНУ
Q338=5 ;ВРЕЗАНИЕ ЧИСТОВАЯ ОБРАБОТКА
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0
;КООРД.ПОВЕРХНОСТИ
Q204=50
;2. БЕЗОПАСНОЕ РАССТОЯНИЕ
Q366=1
;ПОГРУЖЕНИЕ
Q385=500 ;ПОДАЧА ЧИСТОВАЯ ОБРАБОТКА
N20 G79:G01 X+50 Y+50 Z+0 F15000 M3
X
Z
Q200
Q204
Q203
Q369
Q368