Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 386
386
8 Программирование: циклы
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
, ца
п
ф
и
па
зо
в
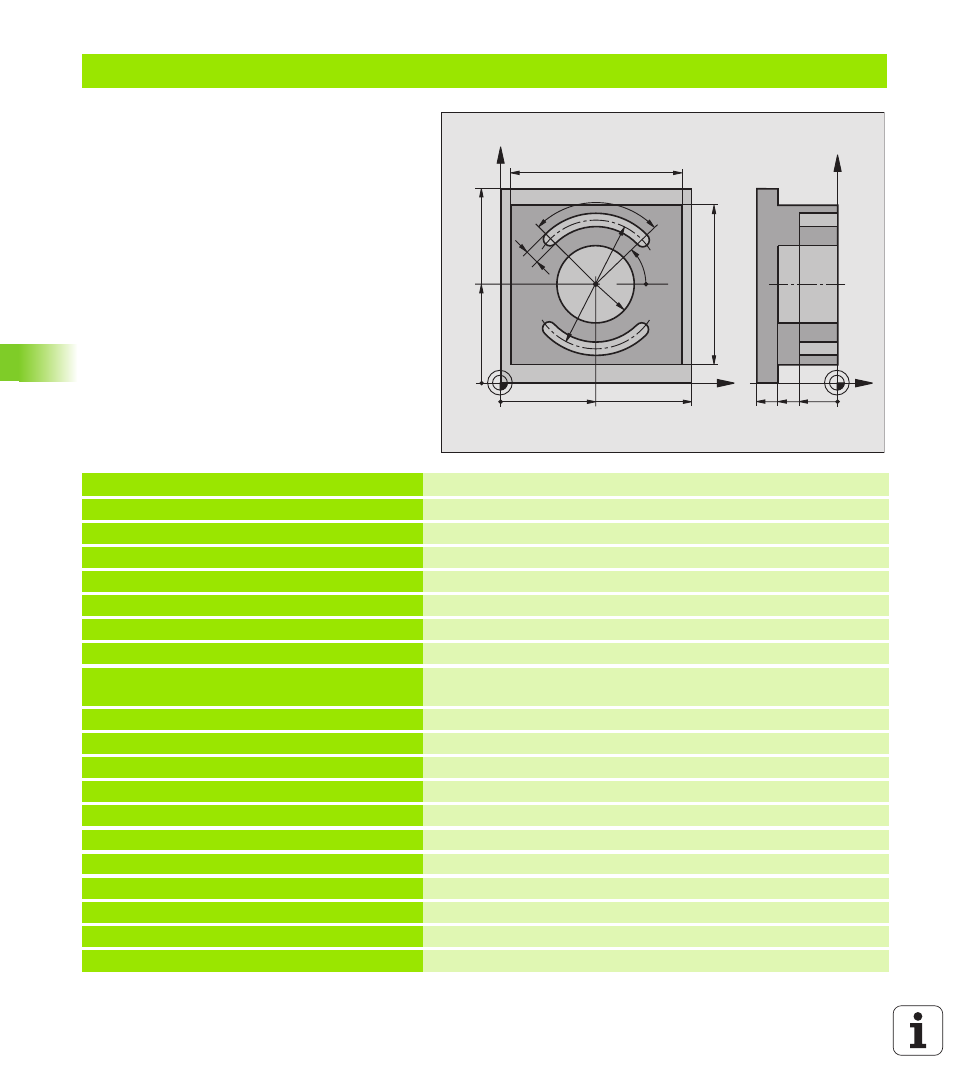
Пример: фрезерование кармана, цапф и канавок
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Дефиниция загатовки
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Дефиниция инструмента черновая/чистовая обработка
N40 G99 T2 L+0 R+3 *
Дефиниция инструмента пазовая (дисковая) фреза
N50 T1 G17 S3500 *
Вызов инструмента черновая/чистовая обработка
N60 G00 G40 G90 Z+250 *
Отвод инструмента от загатовки
N70 G213 ЧИСТОВАЯ ОБРАБОТКА ЦАПФЫ
Дефиниция цикла Обработка на наружии
Q200=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q201=-30 ;ГЛУБИНА
Q206=250 ;F ПОДАЧА НА ГЛУБИНУ
Q202=5
;ГЛУБИНА ВРЕЗАНИЯ
Q207=250 ;F ФРЕЗЕРОВАНИЕ
Q203=+0
;КООРД.ПОВЕРХН.
Q204=20
;2. БЕЗ.РАССТОЯНИЕ
Q216=+50 ;ЦЕНТР 1. ОСИ
Q217=+50 ;ЦЕНТР 2. ОСИ
Q218=90
;1. ДЛИНА БОКА
Q219=80
;2. ДЛИНА БОКА
Q220=0
;РАДИУС УГЛА
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30