Возвратное зенкование (цикл g204), Странице 310 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 310
310
8 Программирование: циклы
8.3
Цик
л
ы
для
св
ер
л
ения
, нарез
а
ния
вну
тренней
резьбы
и
ф
рез
еров
ания
резьбы
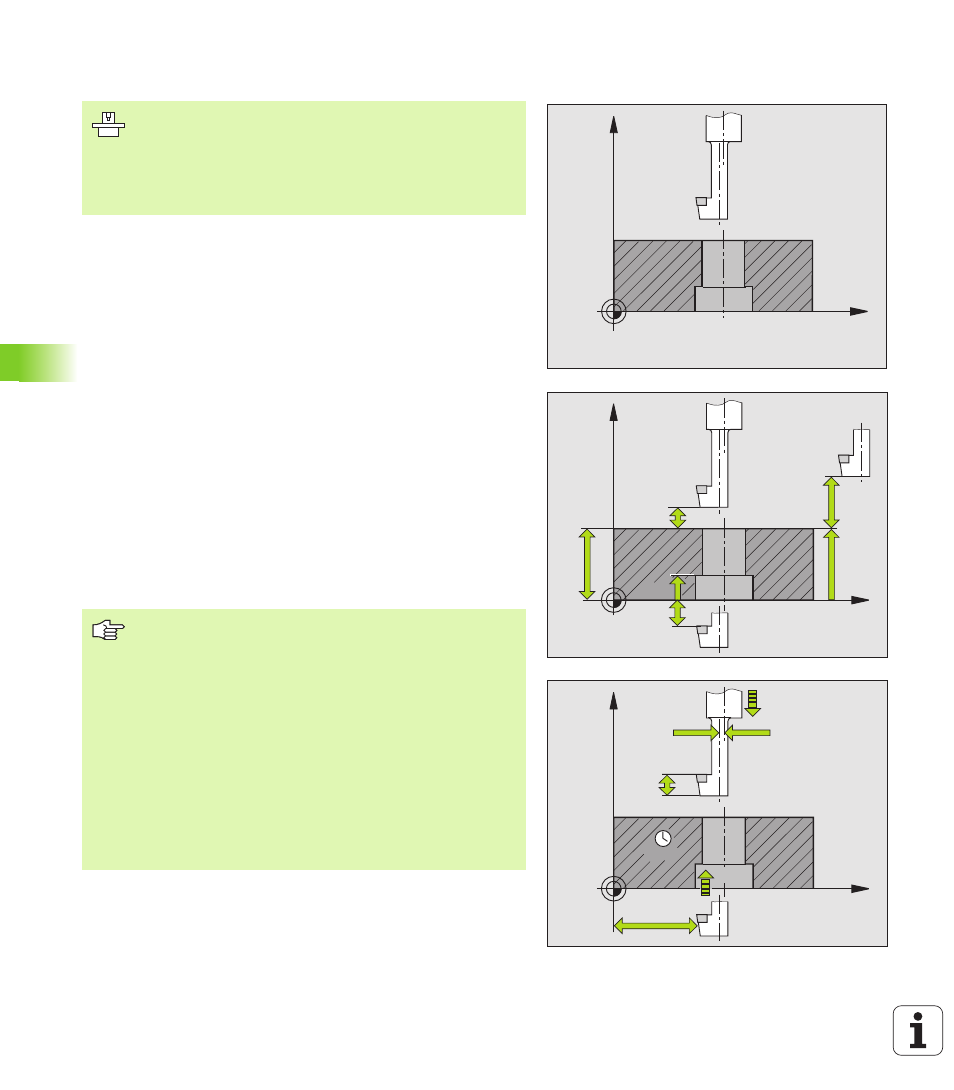
ВОЗВРАТНОЕ ЗЕНКОВАНИЕ (цикл G204)
С помощью этого цикла производите углубления, находящиеся на
нижней стороне детали.
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе на безопасное расстояние над поверхностью
загатовки
2 Там УЧПУ осуществляет ориентацию шпинделя на 0°-позицию
и смещает инструмент на размер эксцентрика
3 Затем инструмент погружается с подачей
предпозиционирования в предсверлённое отверстие, а
именно пока лезвие достигнет расстояния безопасности ниже
нижней грани детали
4 УЧПу перемещает сейчас инструмент обратно в середину
отверстия, включает шпиндель и при необходимости СОЖ и
передвигается с подачей зенковки на заданную глубину
зенковки
5 Если введено, инструмент пребывает на дне углубления и
выходит затем из отверстия, осуществляет ориентацию
шпинделя и смещает снова на размер эксцентрика
6 Потом УЧПУ перемещает инструмент с подачей возврата на
безопасное расстояние и оттуда – если введено – с
ускоренным ходом на 2-ое безопасное расстояние.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Станок и УЧПУ должны быть подготовлены
производителем станков.
Цикл используется только на станках с управляемым
шпинделем.
Цикл работает только с обратными борштангами.
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Знак числа параметра цикла Глубина определяет
направление обработки при зенковании. Внимание:
положительный знак числа зенкерует в направлении
положительной оси шпинделя.
Так ввести длину инструмента, чтобы не лезьвие а
нижная кромка борштанги была замерена.
УЧПУ учитывает при расчёте точки старта
зенкерования длину лезьвия борштанги и толщину
материала.