Предсверление (цикл g121), Странице 404, 6 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 404
404
8 Программирование: циклы
8.6 SL-
цик
лы
ПРЕДСВЕРЛЕНИЕ (цикл G121)
Отработка цикла
1 Инструмент сверлит с введённой подачей F от актуальной
позиции до первой глубины врезания
2 Затем УЧПУ отводит инструмент на ускоренном ходе обратно
и снова на первую глубину подвода, уменьшённую на
значение расстояения опережения t.
3 Управление самостоятельно установливает расстояние
опережения:
глубина сверления до 30 мм: t = 0,6 мм
Глубина сверления больше 30 мм: t = глубина сверления/50
максимальное расстояние опережения: 7 мм
4 Потом инструмент сверлит с введённой подачей F на значение
следующей глубины врезания
5 УЧПУ повторяет эту операцию (1 до 4), пока не будет
достигнута заданная глубина сверления
6 На дне отверстия УЧПУ вынимает инструмент, после времени
пребывания для выхода из материала, с ускоренным ходом
обратно на позицию старта
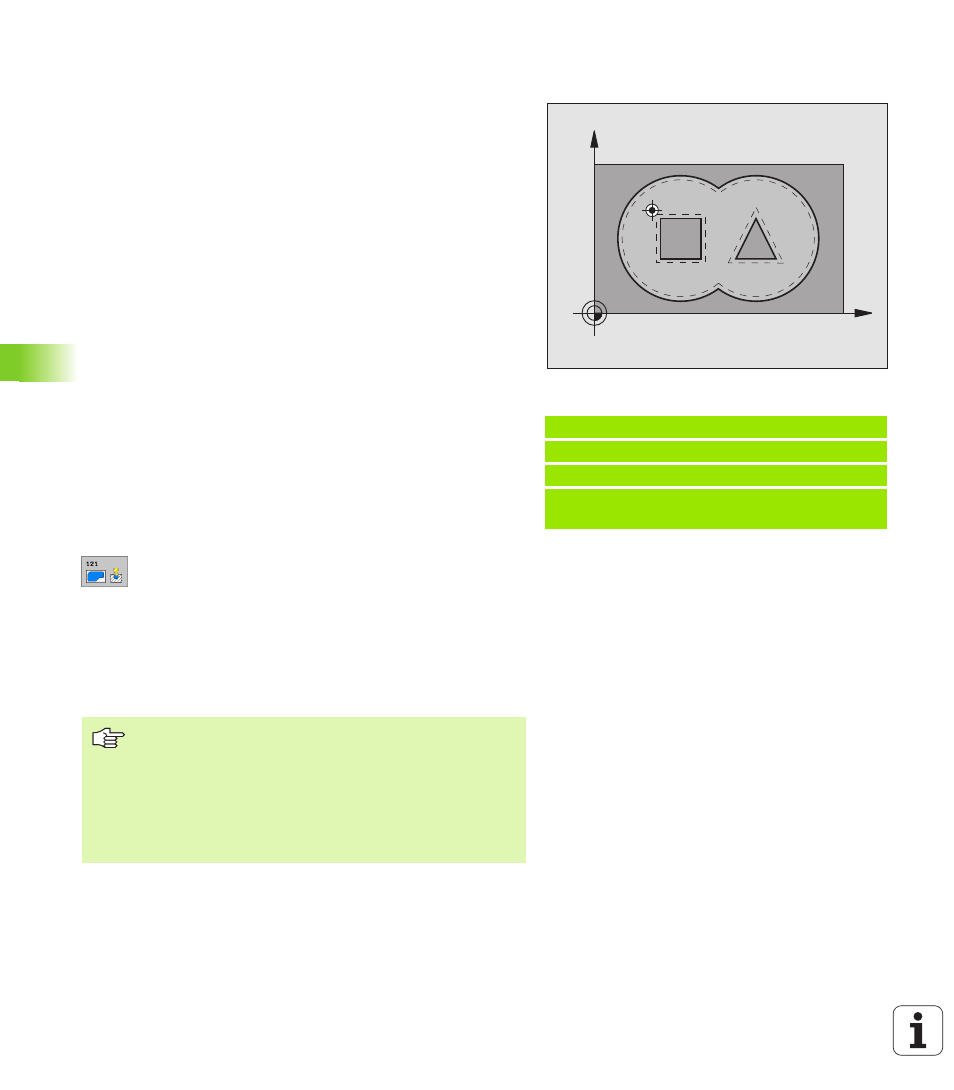
Применение
Цикл G121 ПРЕДСВЕРЛЕНИЕ учитывает для пунктов врезания
припуск для читсовой обработки со стороны и припуск для
чистовой обработки на глубине, как и радиус протяжного
инструмента. Пункты врезания являются одновременно точками
старта для протягивания.
8
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается в
материал (знак числа при отрицательном
направлении обработки “–”)
8
Подача врезания на глубину Q11: подача
сверления в мм/мин
8
Номер инструмента протягивания Q13: номер
инструмента протягивания
Пример: ЧУ-кадры
N58 G121 ПРЕДСВЕРЛЕНИЕ
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100
;ПОДАЧА НА ГЛУБИНУ
Q13=1
;ИНСТРУМЕНТ ДЛЯ
ОЧИСТКИ
X
Y
Обратите внимание перед программированием
УЧПУ не учитывает программированного в T-
предложении значения дельта DR для расчёта точек
врезания в материал.
При узкостях УЧПУ может в данном случае не
выполнить предсверления с помощью инструмента,
который больше чернового инструмента.