Смотри “kруговая траектория g02, Странице 227 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) ISO programming
Страница 227
HEIDENHAIN TNC iTNC 530
227
6.4
Движ
ения
по
траект
о
рии
–
пр
ям
о
уг
о
льные
к
оор
динаты
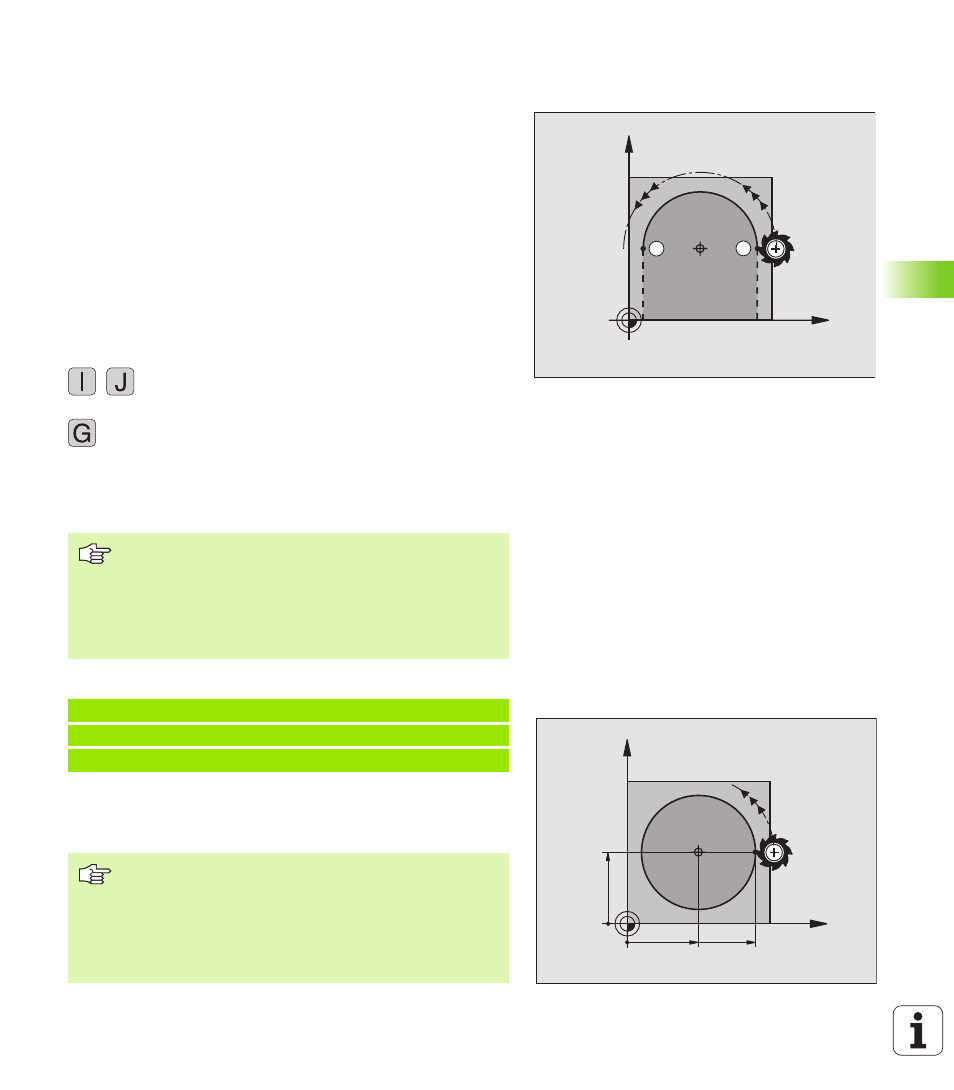
Kруговая траектория G02/G03/G05 вокруг
центра окружности I, J
Следует определить сначала центр окружности I, J , еще перед
программированием круговой траектории . В последнем
программированная позиция перед круговой траекторией
является начальной точкой круговой траектории.
Направление вращения
По часовой стрелке: G02
Против часовой стрелки: G03
Без указания направления вращения: G05. УЧПУ
перемещается по круговой траектории с программированным в
последнем направлением вращения
Программирование
8
Переместите инструмент на точку старта круговой траектории
8
Координаты центра окружности ввести
8
Ввести координаты конечной точки дуги
окружности
Если требуется:
8
Подача F
8
Дополнительная функция M
ЧУ-кадры в качестве примера
Полный круг
Программируйте для конечной точки те же самые координаты как
для точки старта.
S
E
X
Y
I,J
ЧПУ выполняет круговые перемещения как правило
на активной плоскости обработки. Если программи-
руете окружности, не лежащие на активной плоскости
обработки, нпр. G2 Z... X... для оси инструмента Z, а
одновременно эти движения вращаются, тогда затем
ЧПУ перемещается по пространственной окружности,
значит по окружности в 3 осях.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
3
X
Y
25=I
45
25=J
CC
Начальная и конечная точки движения по окружности
должны лежать на круговой траектории.
Допуск при вводе: до 0,016 мм (через МР7431
избираемый)
Самая малейшая окружности, по которой сможет
перемещаться УЧПУ: 0.0016 µм.